设计简介
垫 片 冲 裁 模 设 计
摘 要
垫板——冲孔落料级进模设计。通过分析制件的工艺性可确定制件的成形加工需要一副模具完成。在一副连续模中,可以完成包括冲裁,弯曲,拉伸和成形等多道冲压工序。相对其他冷冲压模具结构而言,它具有以下一些优点:①工件加工精度较好,尺寸精度较高,并且模具寿命较长; ②生产效率高,凸凹模不受到最小壁厚的限制。但需考虑的问题是:模具零部件加工制造比较困难,成本较高,并且受条料外形尺寸的精度限制较大。
关键词:连续模 工艺性能 凸凹模 模具制造
垫 片 冲 裁 模 设 计
Abstract
Pad:The support turns the piece- the blunt bore falls to anticipate just progressive die design.The craft that passes the analysis system piece can make sure to make the piece to take shape to process to need one molding tools to complete.one progressive die should complete blanking, bending,deawing and forming and so on. Opposite and other cold hurtle to press the molding tool structure but speeches, it has following some advantageses: The ① work piece is together the stalk degree is better, the size accuracy is higher and the mold’s worktime longger; The ② produces the efficiency high, the convex and cave mold is not subjected to the thick restrict of minimum wall. But need the problem of the consideration is:The molding tool zero partses process the manufacturing more difficulty, the cost is higher, and be subjected to the anticipates the shape size of accuracy limit bigger.
Keyword:progressive die craft function The convex and cave mold molding tool manufacturing
目 录
1 绪 论…………………………………………………………………………… 1
1.1国内模具的现状和发展趋势…………………………………………………1
1.2国外模具的现状和发展趋势…………………………………………………3
1.3电位器电阻片冲孔落料件的模具设和设计进度……………………………4
2 制件的工艺性分析………………………………………………………5
制件的总体分析………………………………………………………………… 5
3 工艺方案的确定……………………………………………………………………6
4 主要工艺参数计算……………………………………………………………… 7
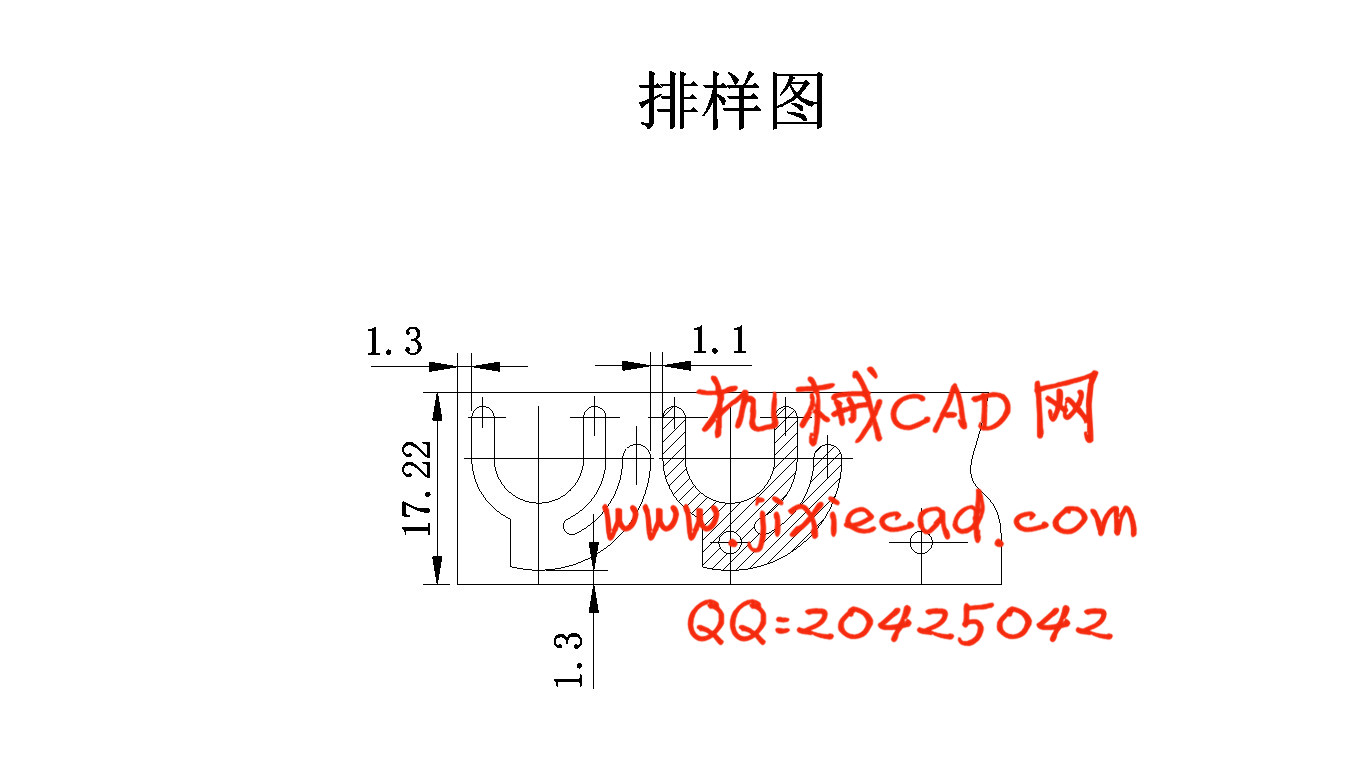
4.1 排样的设计与计算…………………………………………………………7
4.2 冲压力的计算并初步选取压力机的吨位…………………………………8
4.3 压力机的公称压力的确定……………………………………………… 11
4.4 压力中心的确定………………………………………………………… 12
4.5 工作部分的尺寸计算 ……………………………………………………13
5 模具总体设计……………………………………………………………16
5.1 模具类型的选择……………………………………………………… 16
5.2 定位方式的选择……………………………………………………… 16
5.3 导向方式的选择……………………………………………………… 16
5.4 卸料方式的选择……………………………………………………… 16
6 模具主要零部件的设计………………………………………………… 17
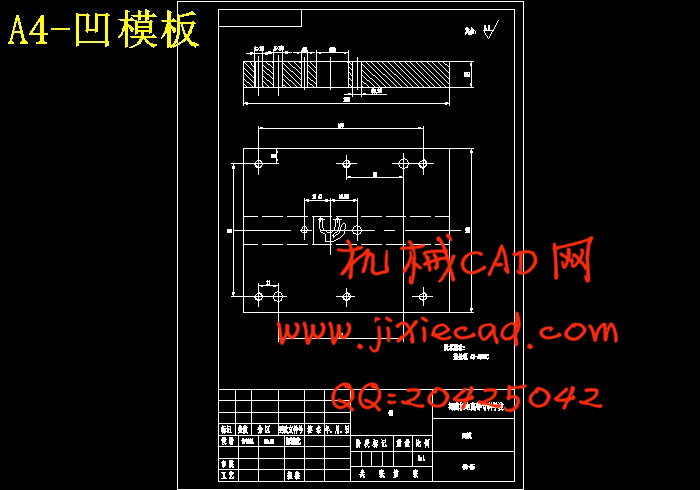
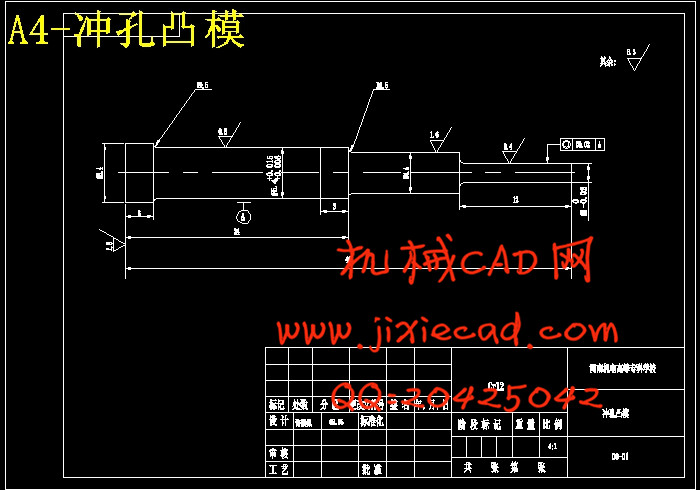
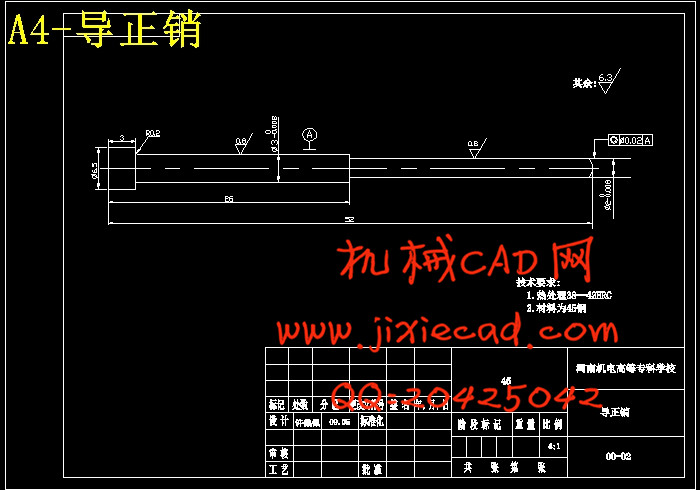
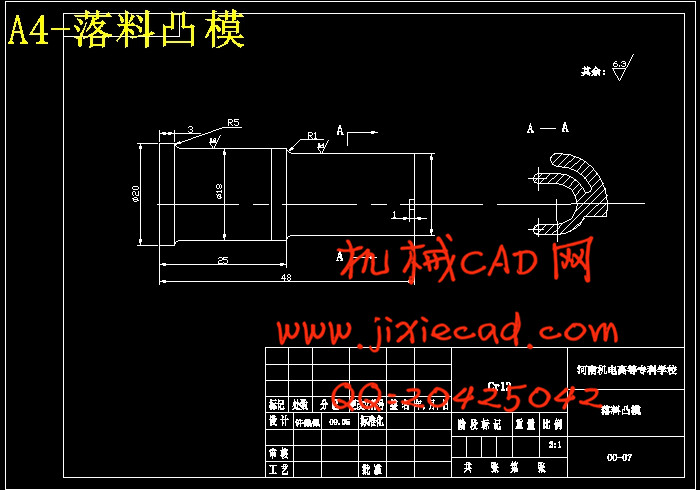
6.1 工作零件的结构设计……………………………………………………17
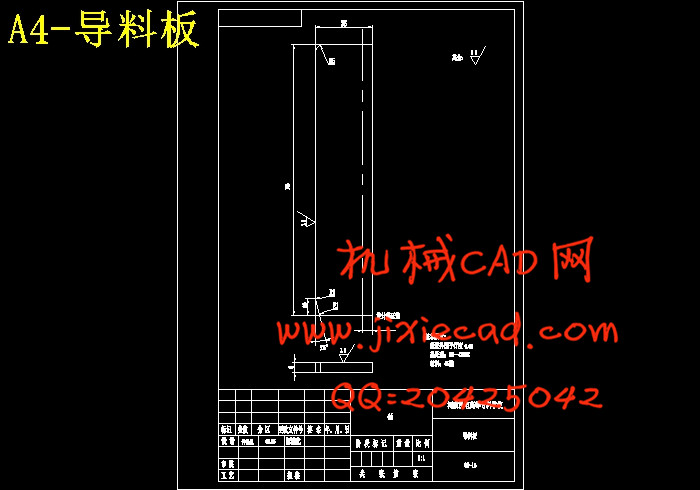
6.2 定位零件的设计…………………………………………………………19
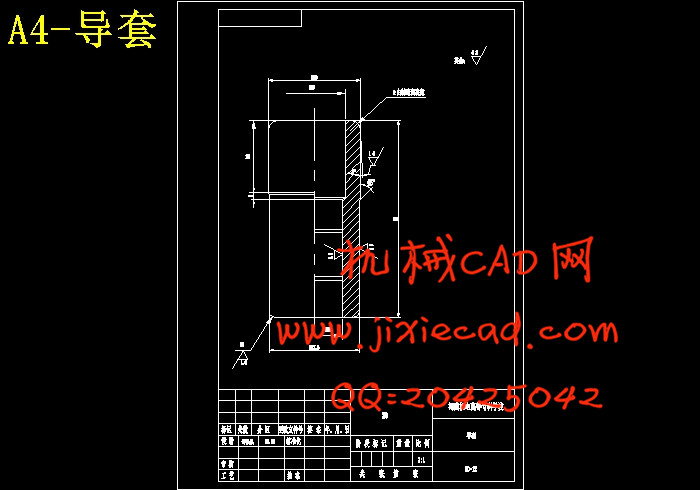
6.3 导向装置的设计…………………………………………………………21
6.4 卸料装置的设计……………………………………………………… 22
6.5 连接与固定装置的设计……………………………………………… 22
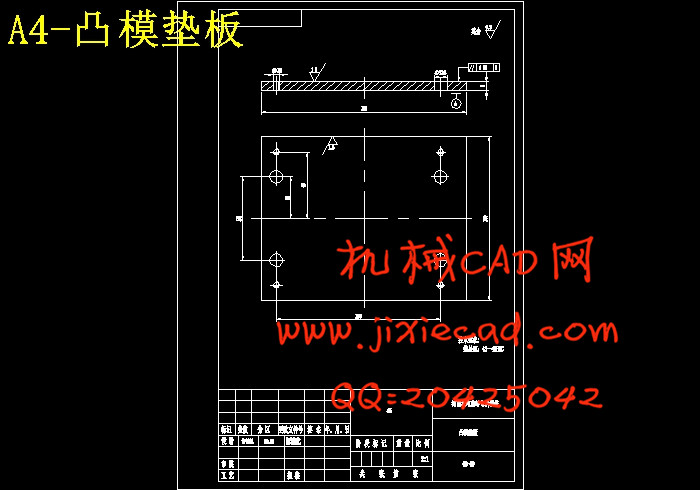
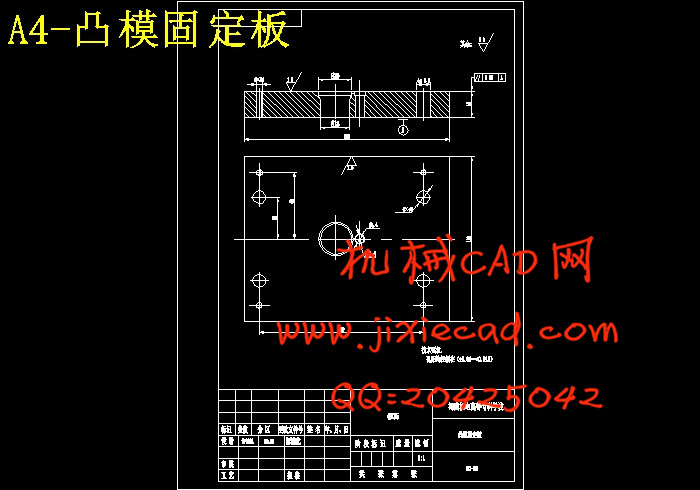
6.6 固定板的设计………………………………………………………… 22
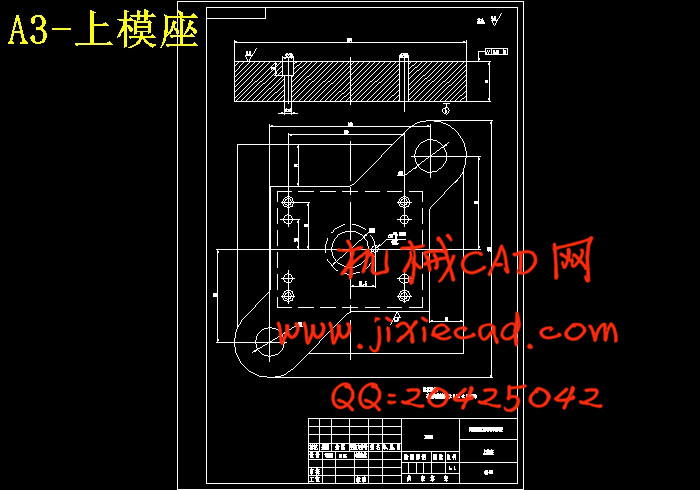
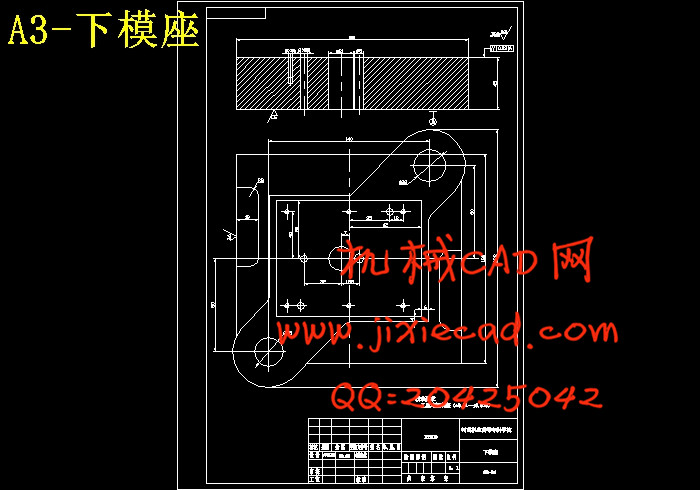
6.7 模架及组成零件的确定…………………………………………………23
7 模具闭合高度及压力机有关参数的校核………………………………………24
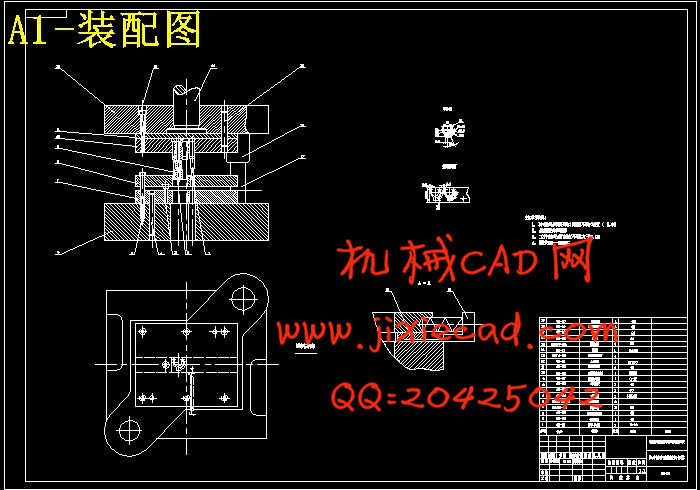
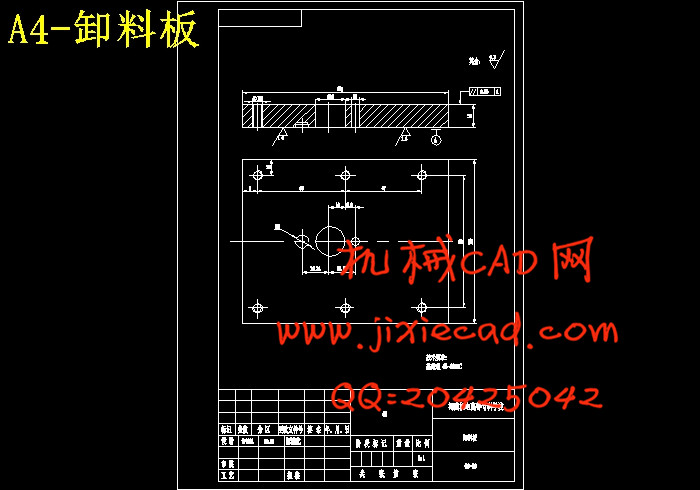
8 绘制模具总装图和非标零件工作图……………………………………………25
8.1 本模具总装图和非标零件工作图见附图…………………………… 25
8.2 本模具的工作原理…………………………………………………… 25
9 模具主要零件加工工艺规程的编制……………………………………………26
10 模具的安装和调试…………………………………………………………… 31
10.1 模具的安装……………………………………………………………31
10.2 模具的调试……………………………………………………………32
结束语………………………………………………………………………………33
致谢 …………………………………………………………………………………34
参考文献……………………………………………………………………………36
摘 要
垫板——冲孔落料级进模设计。通过分析制件的工艺性可确定制件的成形加工需要一副模具完成。在一副连续模中,可以完成包括冲裁,弯曲,拉伸和成形等多道冲压工序。相对其他冷冲压模具结构而言,它具有以下一些优点:①工件加工精度较好,尺寸精度较高,并且模具寿命较长; ②生产效率高,凸凹模不受到最小壁厚的限制。但需考虑的问题是:模具零部件加工制造比较困难,成本较高,并且受条料外形尺寸的精度限制较大。
关键词:连续模 工艺性能 凸凹模 模具制造
垫 片 冲 裁 模 设 计
Abstract
Pad:The support turns the piece- the blunt bore falls to anticipate just progressive die design.The craft that passes the analysis system piece can make sure to make the piece to take shape to process to need one molding tools to complete.one progressive die should complete blanking, bending,deawing and forming and so on. Opposite and other cold hurtle to press the molding tool structure but speeches, it has following some advantageses: The ① work piece is together the stalk degree is better, the size accuracy is higher and the mold’s worktime longger; The ② produces the efficiency high, the convex and cave mold is not subjected to the thick restrict of minimum wall. But need the problem of the consideration is:The molding tool zero partses process the manufacturing more difficulty, the cost is higher, and be subjected to the anticipates the shape size of accuracy limit bigger.
Keyword:progressive die craft function The convex and cave mold molding tool manufacturing
目 录
1 绪 论…………………………………………………………………………… 1
1.1国内模具的现状和发展趋势…………………………………………………1
1.2国外模具的现状和发展趋势…………………………………………………3
1.3电位器电阻片冲孔落料件的模具设和设计进度……………………………4
2 制件的工艺性分析………………………………………………………5
制件的总体分析………………………………………………………………… 5
3 工艺方案的确定……………………………………………………………………6
4 主要工艺参数计算……………………………………………………………… 7
4.1 排样的设计与计算…………………………………………………………7
4.2 冲压力的计算并初步选取压力机的吨位…………………………………8
4.3 压力机的公称压力的确定……………………………………………… 11
4.4 压力中心的确定………………………………………………………… 12
4.5 工作部分的尺寸计算 ……………………………………………………13
5 模具总体设计……………………………………………………………16
5.1 模具类型的选择……………………………………………………… 16
5.2 定位方式的选择……………………………………………………… 16
5.3 导向方式的选择……………………………………………………… 16
5.4 卸料方式的选择……………………………………………………… 16
6 模具主要零部件的设计………………………………………………… 17
6.1 工作零件的结构设计……………………………………………………17
6.2 定位零件的设计…………………………………………………………19
6.3 导向装置的设计…………………………………………………………21
6.4 卸料装置的设计……………………………………………………… 22
6.5 连接与固定装置的设计……………………………………………… 22
6.6 固定板的设计………………………………………………………… 22
6.7 模架及组成零件的确定…………………………………………………23
7 模具闭合高度及压力机有关参数的校核………………………………………24
8 绘制模具总装图和非标零件工作图……………………………………………25
8.1 本模具总装图和非标零件工作图见附图…………………………… 25
8.2 本模具的工作原理…………………………………………………… 25
9 模具主要零件加工工艺规程的编制……………………………………………26
10 模具的安装和调试…………………………………………………………… 31
10.1 模具的安装……………………………………………………………31
10.2 模具的调试……………………………………………………………32
结束语………………………………………………………………………………33
致谢 …………………………………………………………………………………34
参考文献……………………………………………………………………………36