设计简介
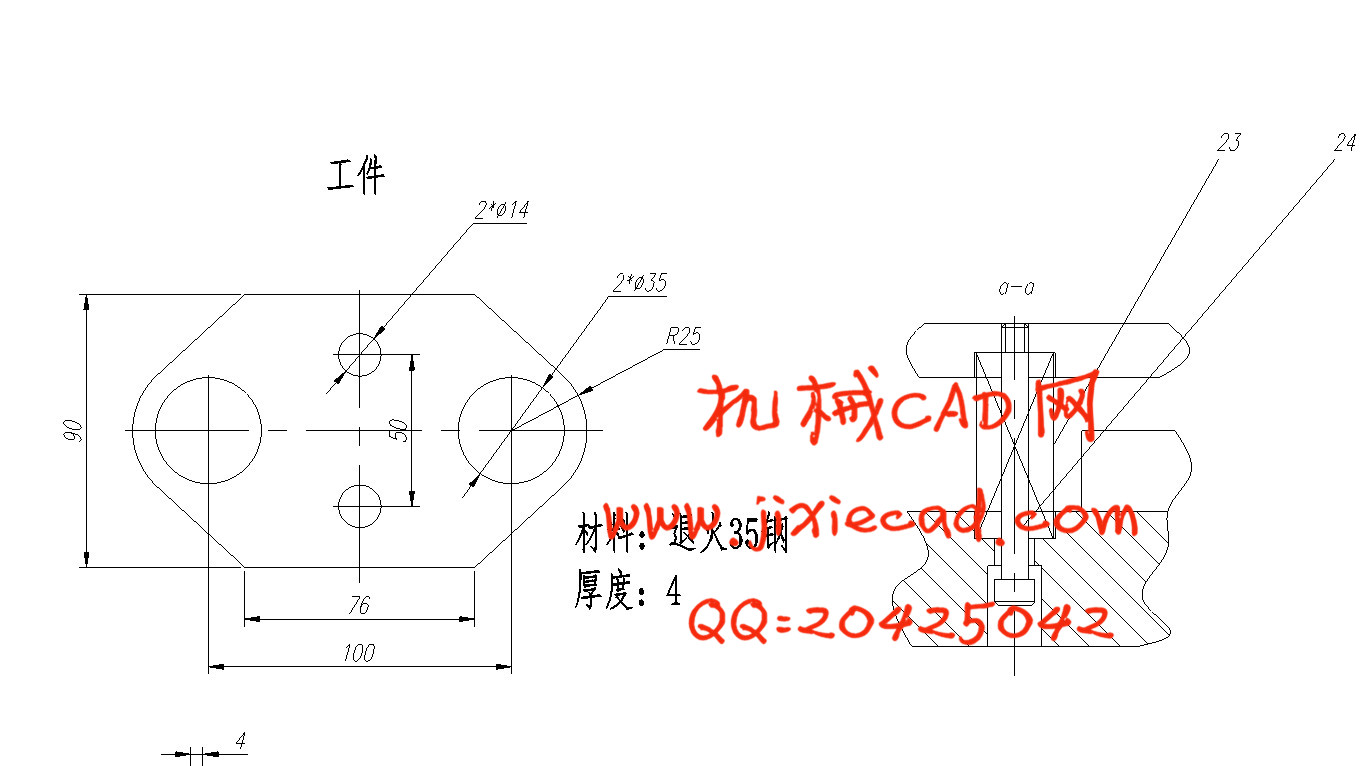
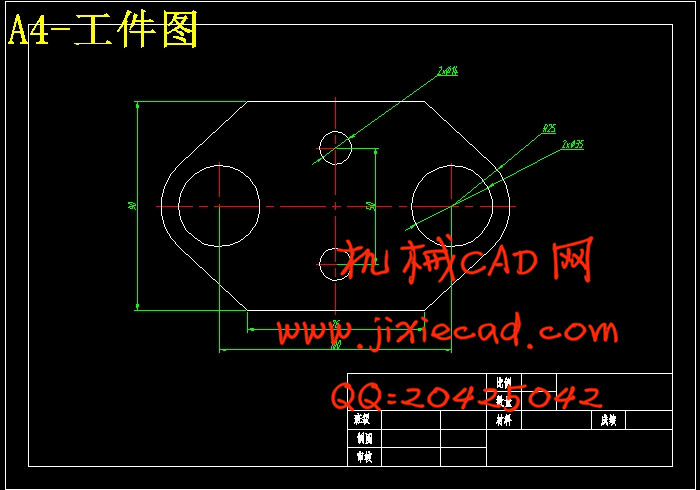
此冲件为退火35号钢,料厚4mm,冲件尺寸精度为IT12级,形状并不复杂,尺寸大小为中型冲件,产量为大批量,属于普通冲压。
此冲件在冲裁时应注意以下事项:
1、 此工件厚度为4毫米,冲裁力很大,选择压力机时注意。
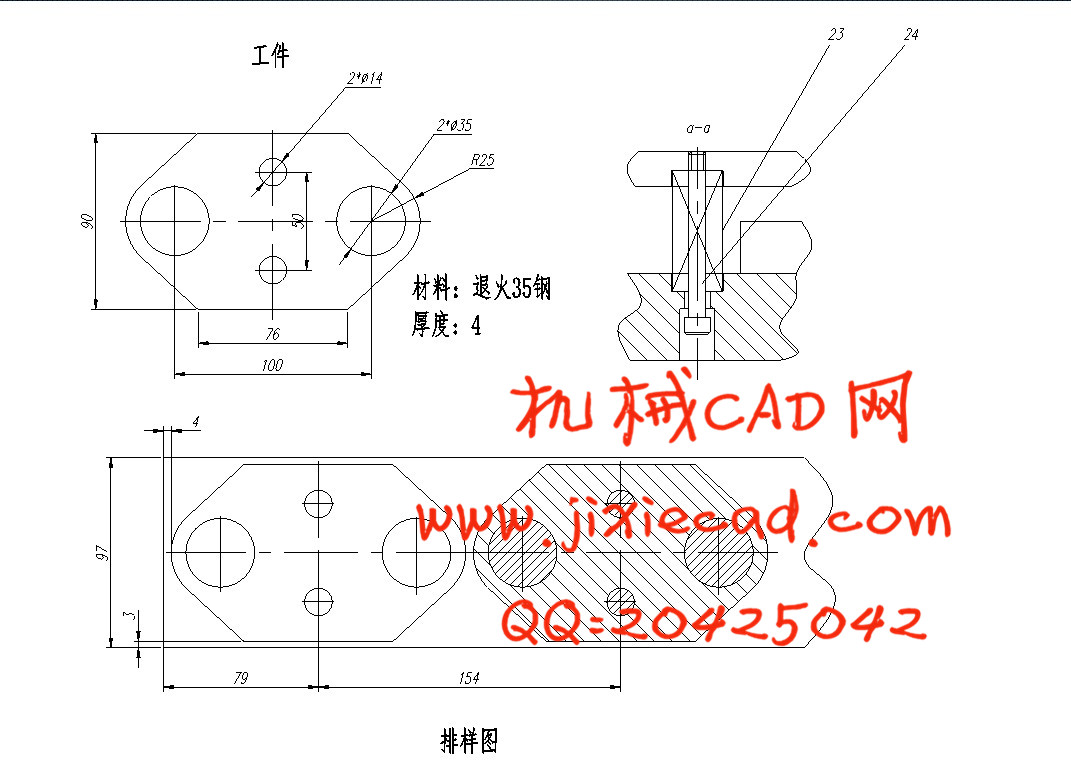
2、 制件中等大小,可采用经营济的取件方式。
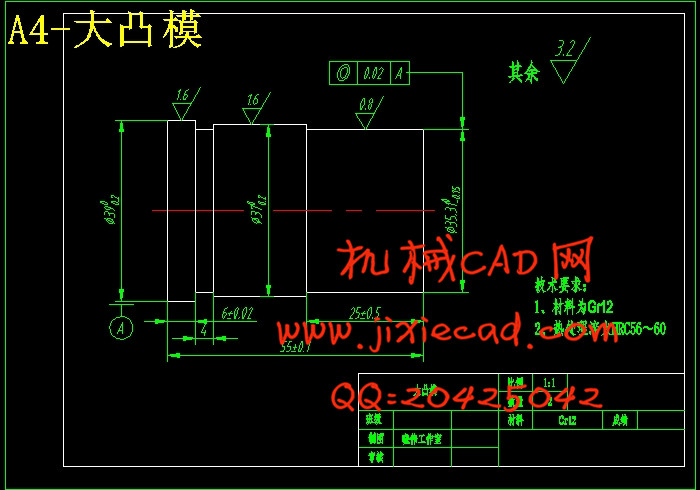
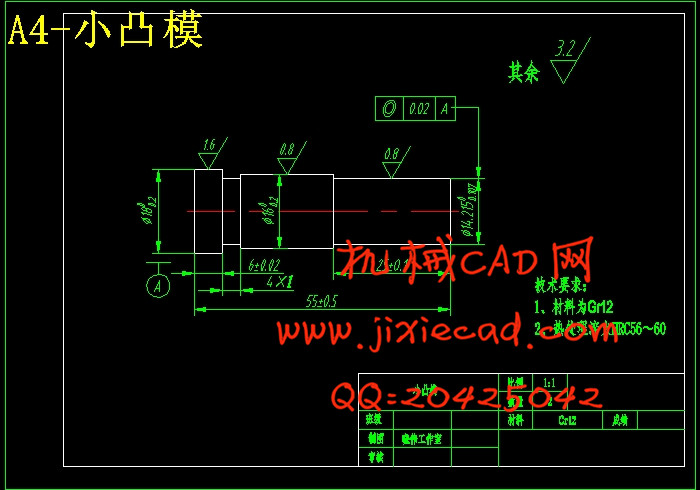
3、 即有落料又有冲孔,直径14的凸模要注意防止其断裂。
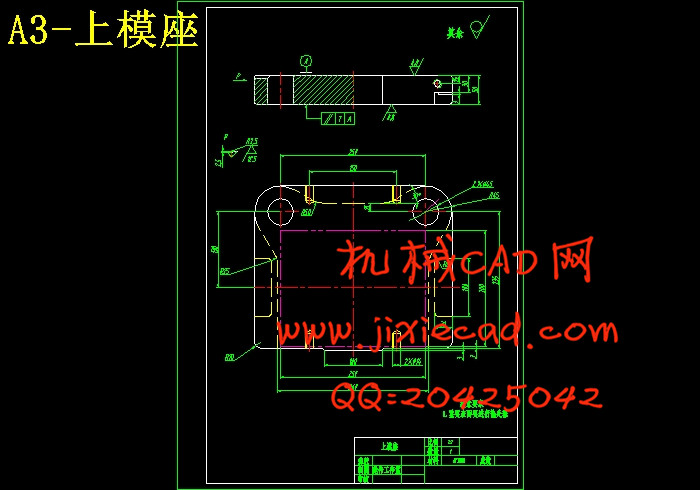
4、 是大批量生产的工件,应重视模具材料和结构的选择,保证模具有高寿命。
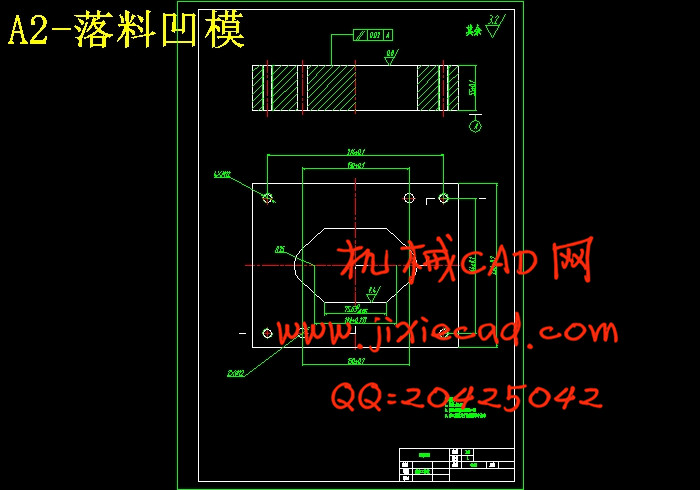
5、 精度为IT14级,可采用线切割加工。
以上几点是此冲件冲压时较为困难之处,要想得到合理的冲件,并适应大批量的生产数量的需要,提高模具寿命是必须处理好的课题。
从冲件的结构和形状可知,其基本工序有冲孔、落料两种,但根据先后工序的不同排列,可以设计出以下七种方案:
①、落料外形,冲孔直径14,冲孔直径35,级进模冲裁。
②、落料外形,冲孔直径35,冲孔直径14,级进模冲裁。
③、冲孔直径14,冲孔直径35,落料外形,级进模冲裁。
4、冲孔直径35,冲孔直径14,落料外形,级进模冲裁。
5、冲孔直径35、直径14,落料外形,级进模冲裁。
6、落料外形,冲孔直径35,直径14,级进模冲裁。
7落料外形、冲孔直径35、直径14一次成形,复合模冲裁。
方案1、2、3、4属于冲三次才成型,侧刃设置四个浪费材料,不合理。
方案5,先冲完孔,再落料,即省料又有足够强度,不至于变形影响总裁质量。
方案6,严重影响工件强度,倒致工件变形,不能采用。
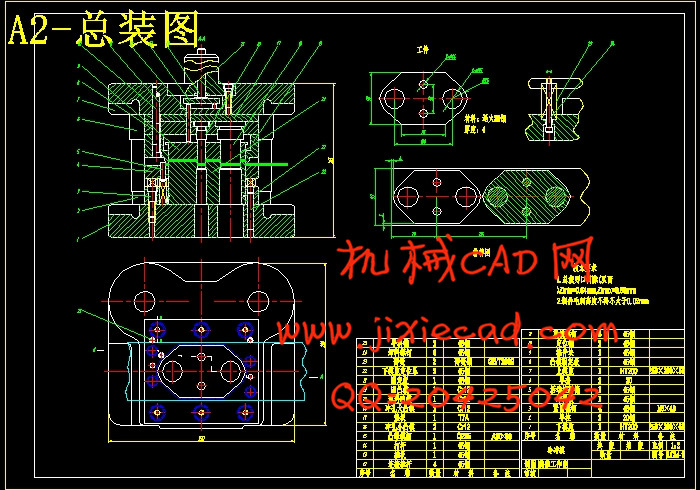
方案7,复合模。
综上所述5,7都可以,但材料厚度为四毫米选取复合模较好。
目 录
一、工艺分析………………………………………………(1)
二、确定工艺方案…………………………………………(1)
三、模具形式的确定………………………………………(1)
四、工艺与设计计算期 ……………………………(1~5)
五、模具结构的设计 …………(5~6)
六、冷冲模主要零部件的设计……………………………(6)
七、模架及零件……………………………………………(6)
八、其它支承零件…………………………………………(7)
九、紧固件 ………………………………………………(7)
十、绘制模具装配图 ……………………………………(7)
十一、绘制模具工作零件图………………………………(7)
十二、模具工作零件的加工………………………………(7)
十四、参考文献……………………………………………(8)
此冲件在冲裁时应注意以下事项:
1、 此工件厚度为4毫米,冲裁力很大,选择压力机时注意。
2、 制件中等大小,可采用经营济的取件方式。
3、 即有落料又有冲孔,直径14的凸模要注意防止其断裂。
4、 是大批量生产的工件,应重视模具材料和结构的选择,保证模具有高寿命。
5、 精度为IT14级,可采用线切割加工。
以上几点是此冲件冲压时较为困难之处,要想得到合理的冲件,并适应大批量的生产数量的需要,提高模具寿命是必须处理好的课题。
从冲件的结构和形状可知,其基本工序有冲孔、落料两种,但根据先后工序的不同排列,可以设计出以下七种方案:
①、落料外形,冲孔直径14,冲孔直径35,级进模冲裁。
②、落料外形,冲孔直径35,冲孔直径14,级进模冲裁。
③、冲孔直径14,冲孔直径35,落料外形,级进模冲裁。
4、冲孔直径35,冲孔直径14,落料外形,级进模冲裁。
5、冲孔直径35、直径14,落料外形,级进模冲裁。
6、落料外形,冲孔直径35,直径14,级进模冲裁。
7落料外形、冲孔直径35、直径14一次成形,复合模冲裁。
方案1、2、3、4属于冲三次才成型,侧刃设置四个浪费材料,不合理。
方案5,先冲完孔,再落料,即省料又有足够强度,不至于变形影响总裁质量。
方案6,严重影响工件强度,倒致工件变形,不能采用。
方案7,复合模。
综上所述5,7都可以,但材料厚度为四毫米选取复合模较好。
目 录
一、工艺分析………………………………………………(1)
二、确定工艺方案…………………………………………(1)
三、模具形式的确定………………………………………(1)
四、工艺与设计计算期 ……………………………(1~5)
五、模具结构的设计 …………(5~6)
六、冷冲模主要零部件的设计……………………………(6)
七、模架及零件……………………………………………(6)
八、其它支承零件…………………………………………(7)
九、紧固件 ………………………………………………(7)
十、绘制模具装配图 ……………………………………(7)
十一、绘制模具工作零件图………………………………(7)
十二、模具工作零件的加工………………………………(7)
十四、参考文献……………………………………………(8)