设计简介
目 录
绪论………………………………………………………………………………1
1.1 国内模具的现状和发展趋势………………………………………………1
1.1.1国内模具的现状………………………………………………………………
1.1.2 国内模具的发展趋势………………………………………………………
1.2 国外模具的现状和发展趋势………………………………………………3
第一章制件的工艺性分析……………………………………………………4
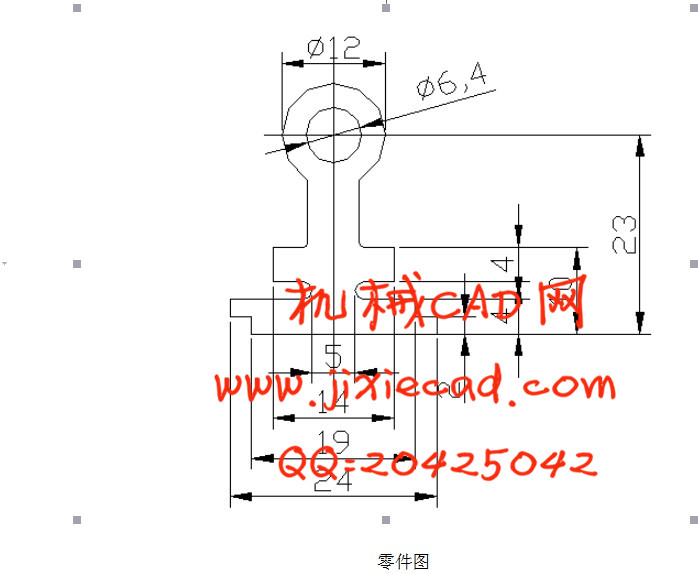
2.1 分析零件的冲压工艺性………………………………………………………4
2.2 制件的外形分析 ……………………………………………………………… 5
第二章工艺方案的确定………………………………………………………5
第三章主要工艺参数计算 ……………………………………………………………………
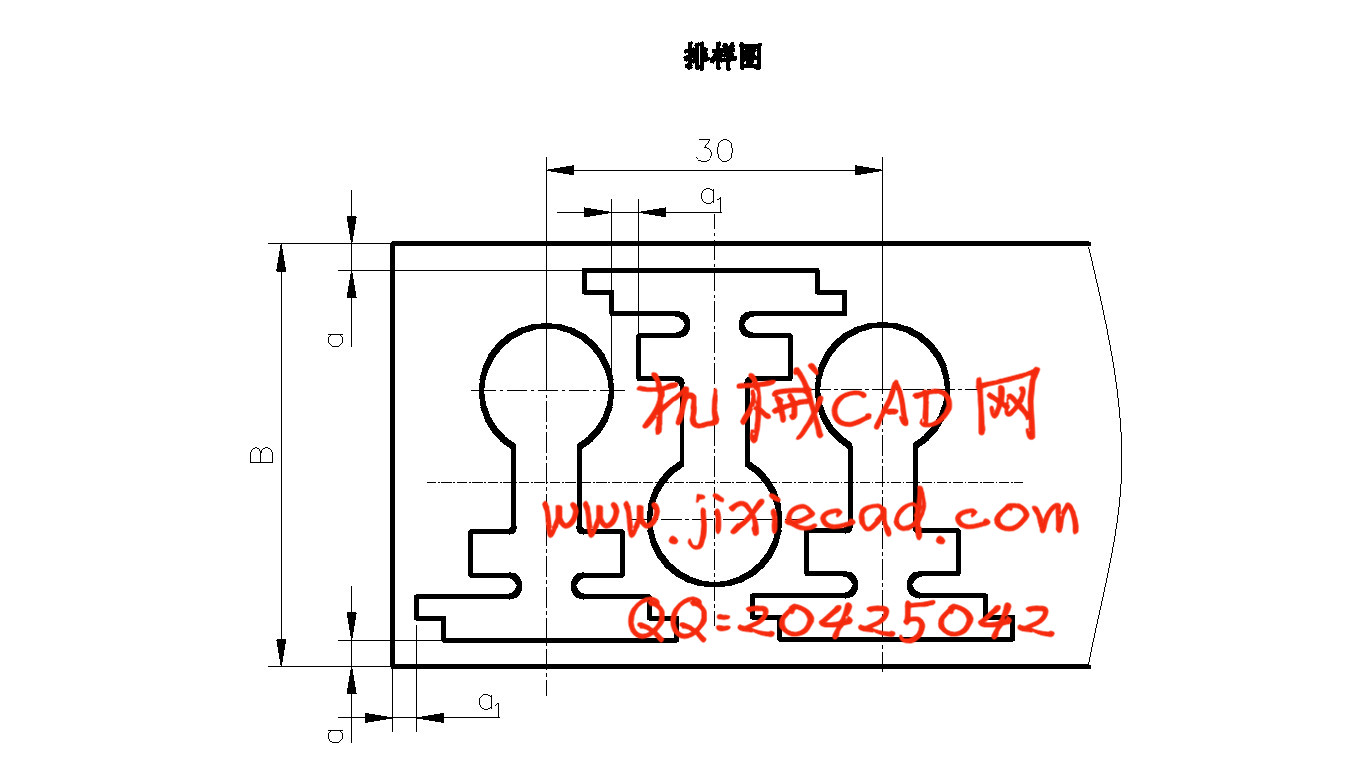
3.1排样的设计与计算…………………………………………………………………… 5
3.2冲压力的计算并初步选取压力机的吨位…………………………………………6
3.3冲裁力的计算………………………………………………………………6
3.4冲压设备的确定………………………………………………………………8
3.5压力中心的确定及相关计算…………………………………………………8
3.6工作零件忍口尺寸计算………………………………………………………………9
第四章模具总体设计………………………………………………………………………14
4.1模具的类型选择………………………………………………………………14
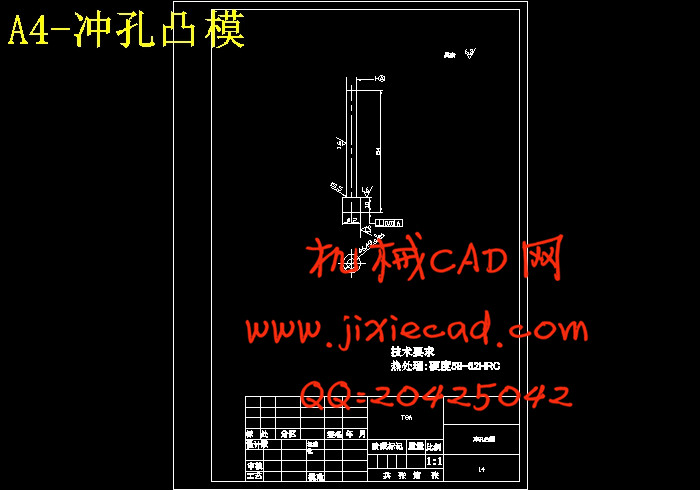
4.2主要零部件的设计……………………………………………………………………14
4.3模柄的设计…………………………………………………………………………21
4.4固定板的设计……………………………………………………………………………22
4.5垫板的设计………………………………………………………………………………22
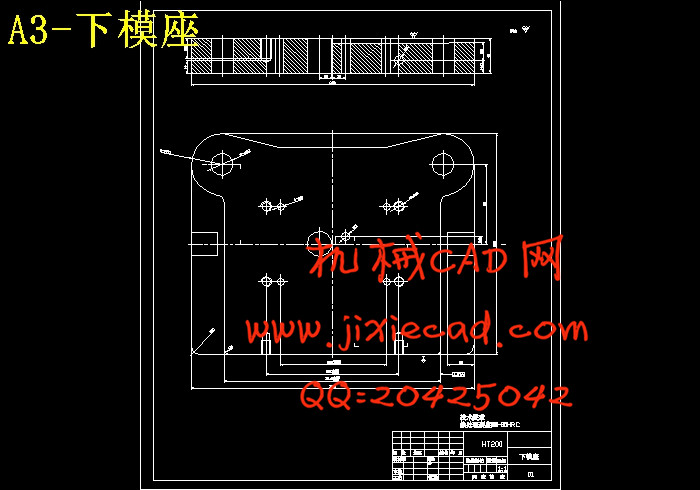
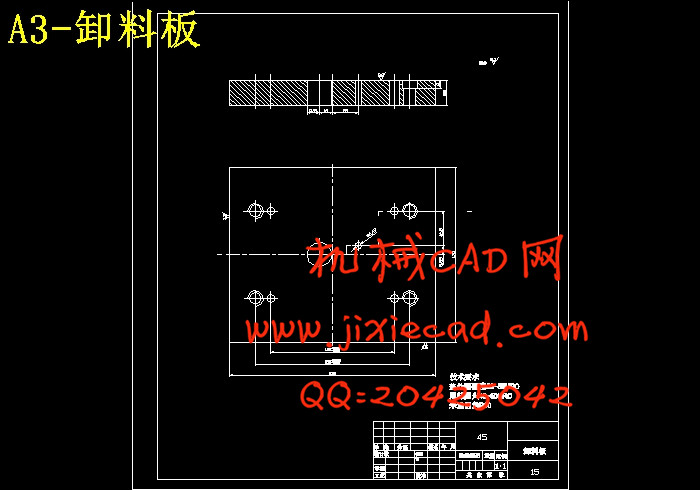
4.6卸料板的设计……………………………………………………………………………23
4.7螺钉或销钉的设计………………………………………………………………………24
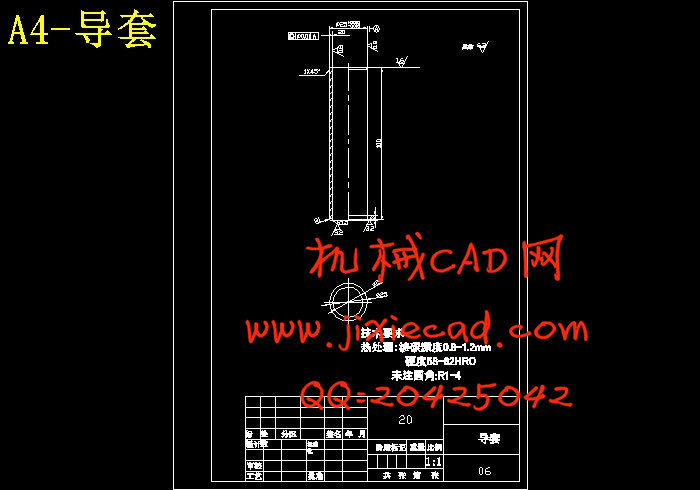
4.8模架及其他零部件的设计………………………………………………………………24
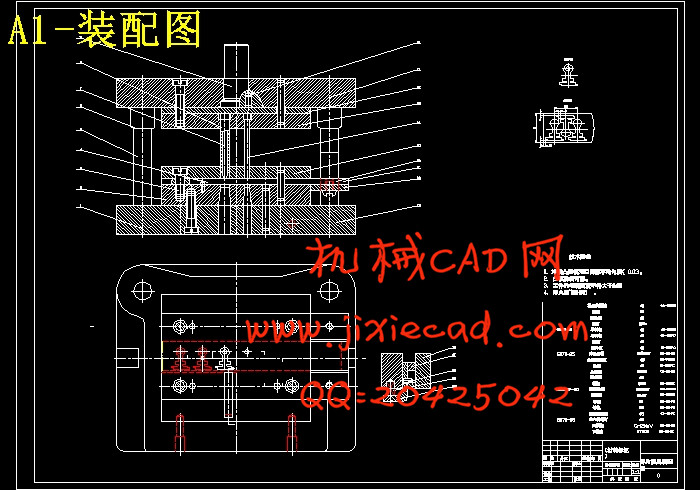
第五章.模具总装图及工作原理……………………………………………………………26
第六章模具总装与调试……………………………………………………………………27
第七章结束语………………………………………………………………………………28
致谢 …………………………………………………………………………………28
参考文献 ……………………………………………………………………………29
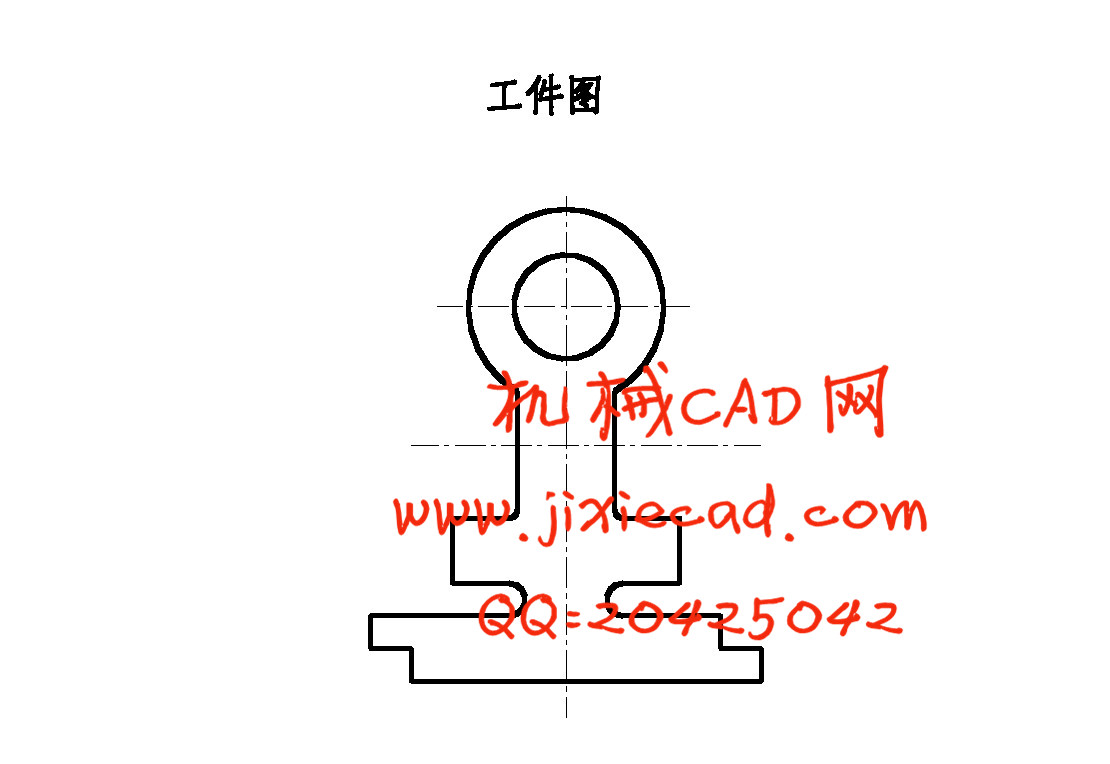
该工件包括落料、冲孔两个基本工序,可以有三种工艺方案:
方案一:先落料,后冲孔。采用单工序模生产。
方案二:落料-冲孔复合冲压。采用复合模生产。
方案三:落料-冲孔级进冲压。采用级进模生产。
方案一模具结构简单,但需两道工序两副模具,成本高而生产效率低,难以满足该零件的年产量需求,当然更难以满足顾客的要求。
方案二只需一副模具,冲压件的形位精度和尺寸精度容易保证,工件的精度及生产效率都较高,但模具强度不足,无法冲出合格工件,模具易损坏,并且冲压后成品留在模具上,在清理模具上的物料时会影响冲压速度,操作不方便。
方案三也只需一副模具,可以减少模具和设备的数量,提高生产率。并且操作安全,便于实现冲压生产自动化,在大批量生产中效果显著,工件精度也能满足要求。通过对上述三种方案的分析比较,该工件的冲压生产采用方案三为佳。
绪论………………………………………………………………………………1
1.1 国内模具的现状和发展趋势………………………………………………1
1.1.1国内模具的现状………………………………………………………………
1.1.2 国内模具的发展趋势………………………………………………………
1.2 国外模具的现状和发展趋势………………………………………………3
第一章制件的工艺性分析……………………………………………………4
2.1 分析零件的冲压工艺性………………………………………………………4
2.2 制件的外形分析 ……………………………………………………………… 5
第二章工艺方案的确定………………………………………………………5
第三章主要工艺参数计算 ……………………………………………………………………
3.1排样的设计与计算…………………………………………………………………… 5
3.2冲压力的计算并初步选取压力机的吨位…………………………………………6
3.3冲裁力的计算………………………………………………………………6
3.4冲压设备的确定………………………………………………………………8
3.5压力中心的确定及相关计算…………………………………………………8
3.6工作零件忍口尺寸计算………………………………………………………………9
第四章模具总体设计………………………………………………………………………14
4.1模具的类型选择………………………………………………………………14
4.2主要零部件的设计……………………………………………………………………14
4.3模柄的设计…………………………………………………………………………21
4.4固定板的设计……………………………………………………………………………22
4.5垫板的设计………………………………………………………………………………22
4.6卸料板的设计……………………………………………………………………………23
4.7螺钉或销钉的设计………………………………………………………………………24
4.8模架及其他零部件的设计………………………………………………………………24
第五章.模具总装图及工作原理……………………………………………………………26
第六章模具总装与调试……………………………………………………………………27
第七章结束语………………………………………………………………………………28
致谢 …………………………………………………………………………………28
参考文献 ……………………………………………………………………………29
该工件包括落料、冲孔两个基本工序,可以有三种工艺方案:
方案一:先落料,后冲孔。采用单工序模生产。
方案二:落料-冲孔复合冲压。采用复合模生产。
方案三:落料-冲孔级进冲压。采用级进模生产。
方案一模具结构简单,但需两道工序两副模具,成本高而生产效率低,难以满足该零件的年产量需求,当然更难以满足顾客的要求。
方案二只需一副模具,冲压件的形位精度和尺寸精度容易保证,工件的精度及生产效率都较高,但模具强度不足,无法冲出合格工件,模具易损坏,并且冲压后成品留在模具上,在清理模具上的物料时会影响冲压速度,操作不方便。
方案三也只需一副模具,可以减少模具和设备的数量,提高生产率。并且操作安全,便于实现冲压生产自动化,在大批量生产中效果显著,工件精度也能满足要求。通过对上述三种方案的分析比较,该工件的冲压生产采用方案三为佳。