设计简介
基于三维的盖板复合模的设计与装配
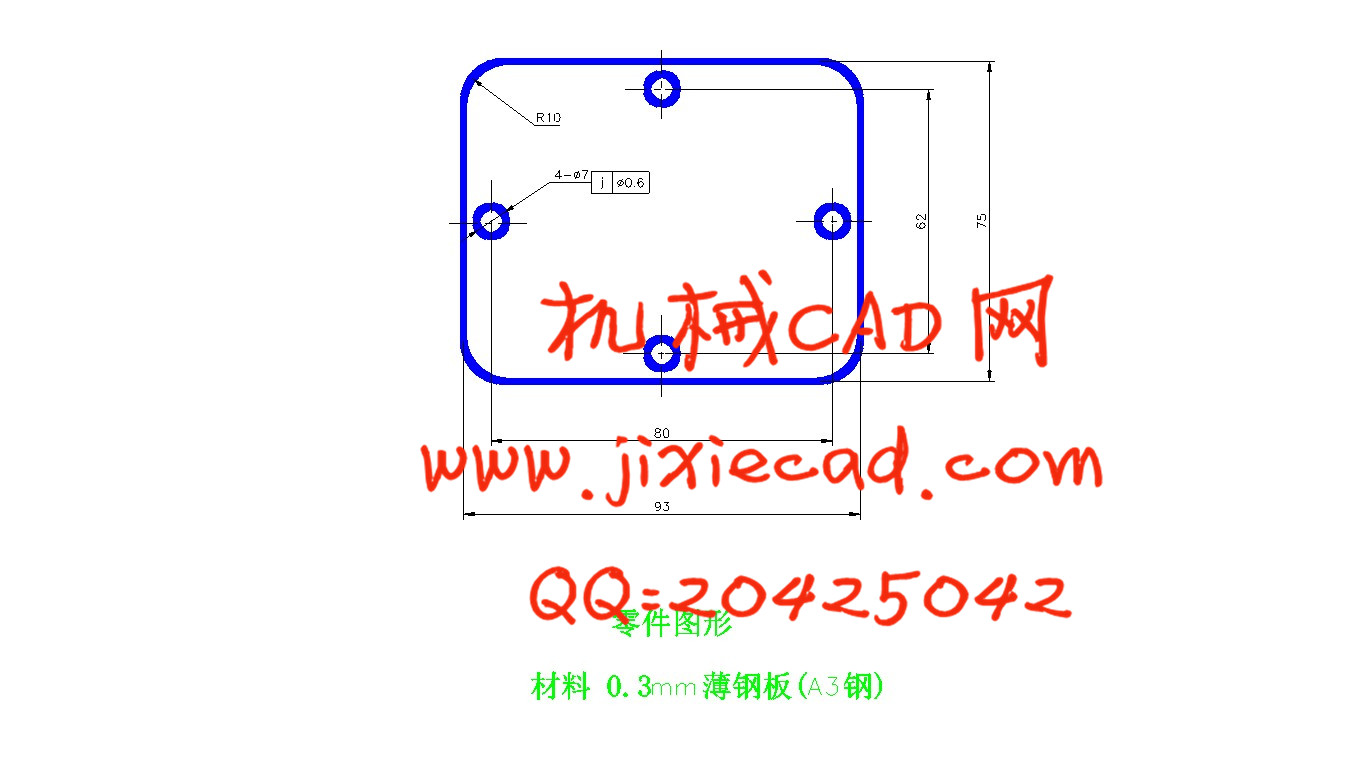
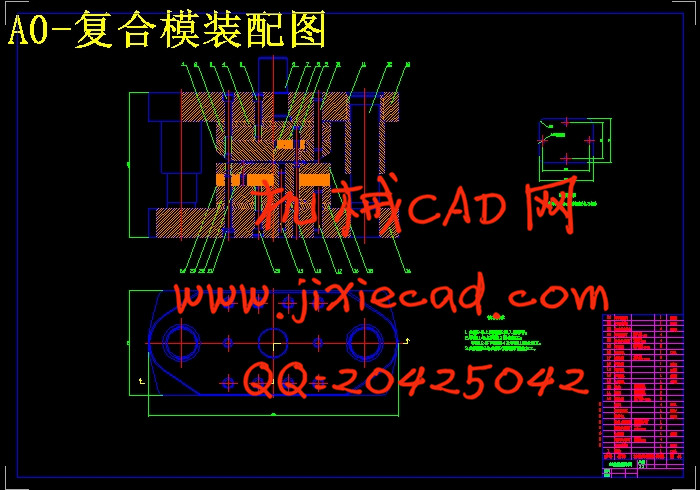
摘要:复合模结构紧凑,生产效率高,工件精度高,适用于大批量生产。在压力机的一次行程中,复合模同时完成落料与冲孔等多个工序。复合模结构上有一个既为落料凸模又为冲孔凹模的凸凹模。本次设计课题为中速发动机体盖板复合模设计。整个设计系统地对工件的工艺性及模具结构进行了分析设计。整个冲裁工序包括一个落料工序和一个冲孔工序,为提高生产效率,降低成本选用倒装复合冲裁模,压力机则据冲裁力选用公称压力为600KN的开式可倾压力机。板料选用3mm厚的B3薄钢板,采用有废料排样法,材料利用率为87%。冲裁间隙确定为0.500mm。模具整体设计及零部件设计均参考有关资料进行标准设计。
关键词:复合模 凸凹模 冲孔 落料
Based on PRO / E Flat parameters of the compound die design and assembly
Abstract:The superposable die structure is compact, the production efficiency is high, the work piece precision is high, is suitable for the production in enormous quantities. In a press's traveling schedule, the superposable die simultaneously completes falls the material and the punch holes and so on many working procedures. In the superposable die structure has one both to fall the material plunger and for the punch holes lower die raised lower die. This subject is the compound pattern designing for the blind flange of the medial speed engine body. The whole blanking process includes one punching process and one blanking process. In order to raise production efficiency and to reduce the cost of production,we choose the inverting
compound blanking die, and according to blanking pressure,we choose the opening inclined press which the nominal pressure is 600KN. The board material is selected the thin steel plate of B3 metal that 3mm thick, and we adopt wasting material stocking layout method, and the material utilization ratio is 87%. The blanking clearance is defined 0.500mm. The whole die design and parts design are all consulted concerned material and are carried on the standard design.
Key words: compound pattern punch blank
目 录
前 言
第1章 模具综述
1.1、模具的地位
1.2、模具制造的特点
1.3、模具的作用
1.4、冲模的分类
1.5、模具零件的分类
第2章 冷冲压概述及方案的选择
2.1冷冲压概述
2.2冷冲压的特点
2.3冷冲压基本工序
2.4冷冲压材料
2.5本次设计重点
2.6冲裁件工艺性
2.6.1冲裁件形状尺寸要求:
2.6.2 冲裁件的尺寸精度和表面粗糙度
2.7确定冲裁工艺方案
第3章 冲裁工艺设计与参数计算
3.1冲裁件的工艺性分析
3.2 冲裁件的形状和尺寸要求
3.3冲裁件的精度与断面粗糙度
3.4冲裁间隙
3.5 凸、凹模刃口尺寸计算
3.5.1尺寸计算原则
3.5.2刃口尺寸计算方法
3.6 冲裁工艺力计算
3.6.1冲裁力的计算
3.6.2卸料力、推件力和顶件力的计算
3.7压力中心分析
第4章 模具设计
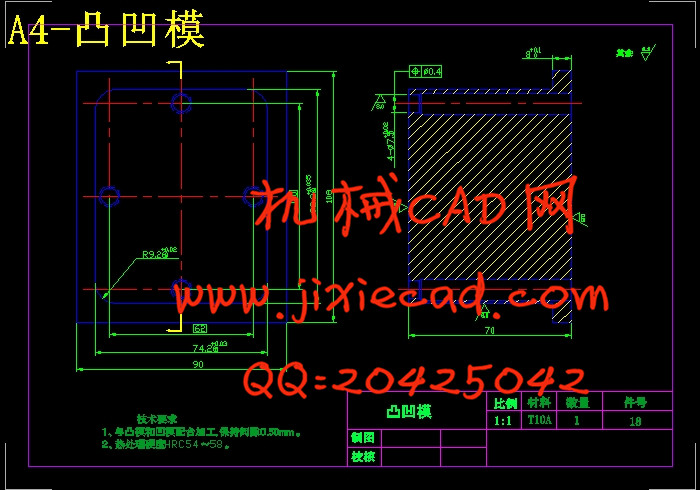
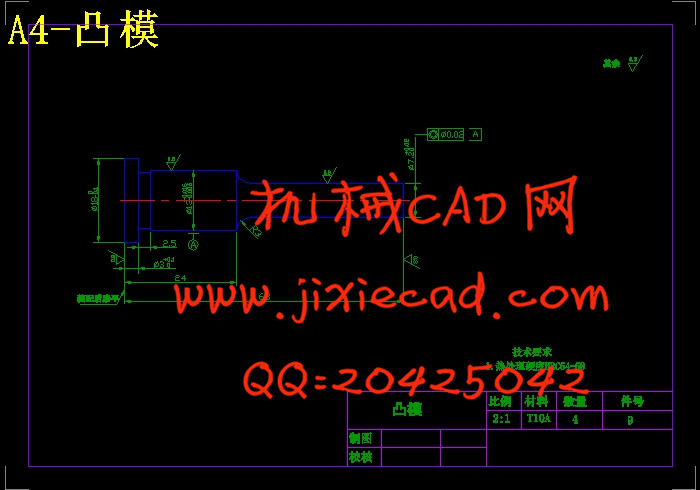
4.1凸、凹模结构设计
4.1.1凸模
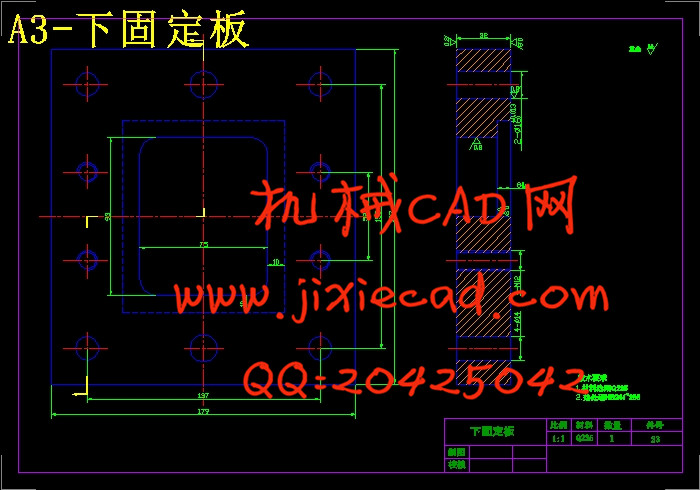
4.1.2凹模
4.2定位形式与结构设计
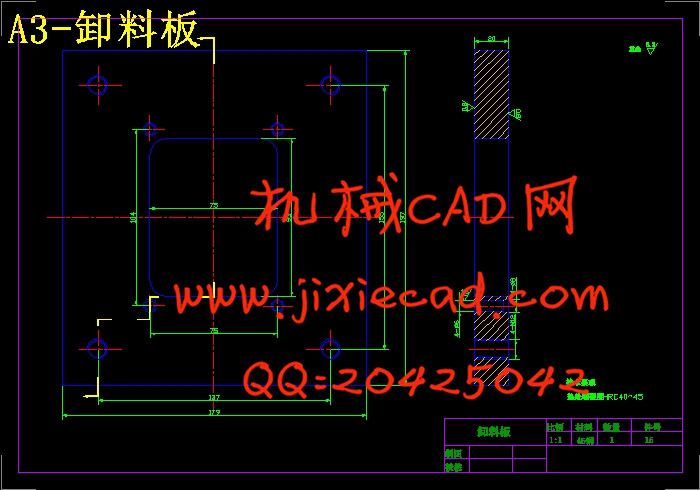
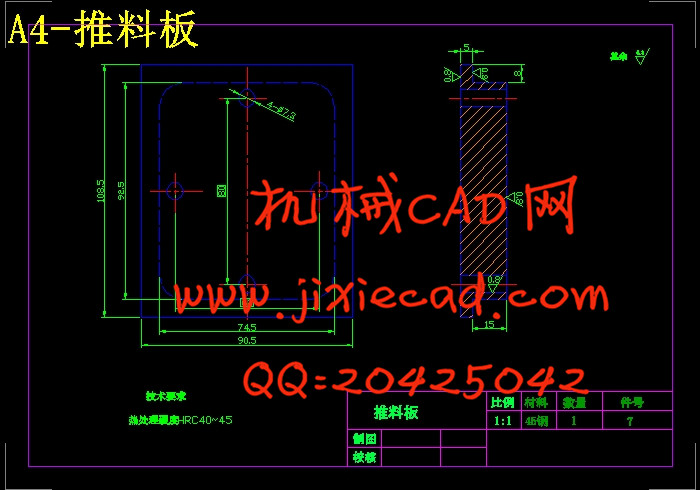
4.3 卸料结构设计
4.3.1卸料、推料和顶料结构
4.3.2卸料结构关系尺寸计算
4.3.3弹簧和橡胶的选用与计算
4.4 冲模导向、安装和有关零、部件
4.4.1导向
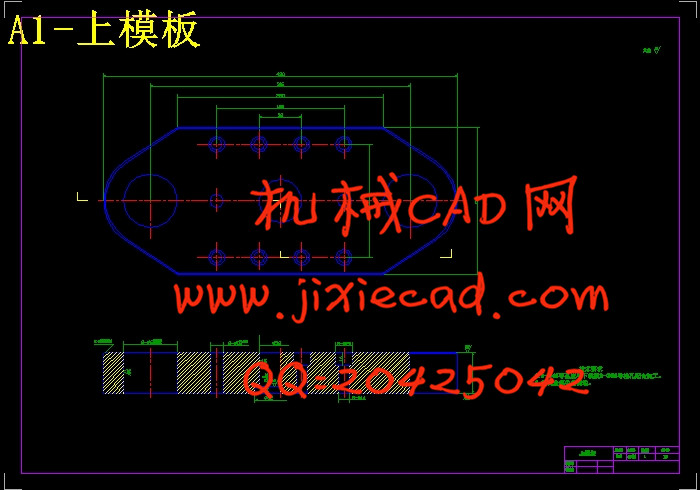
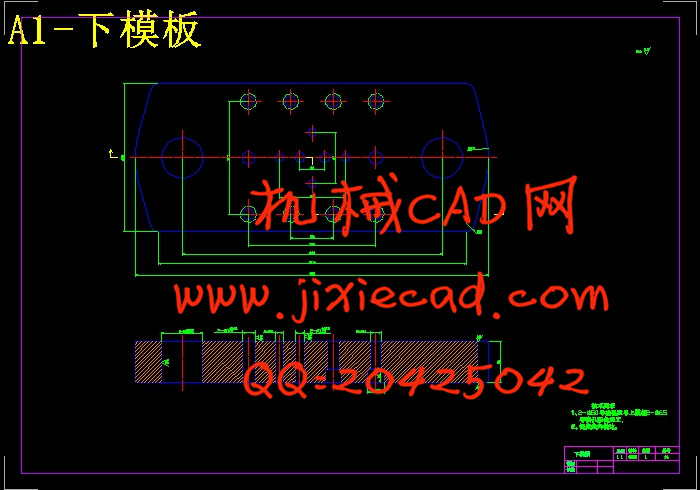
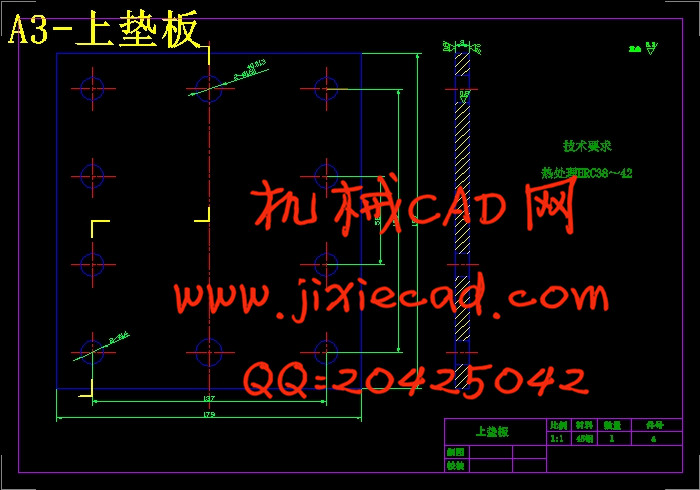
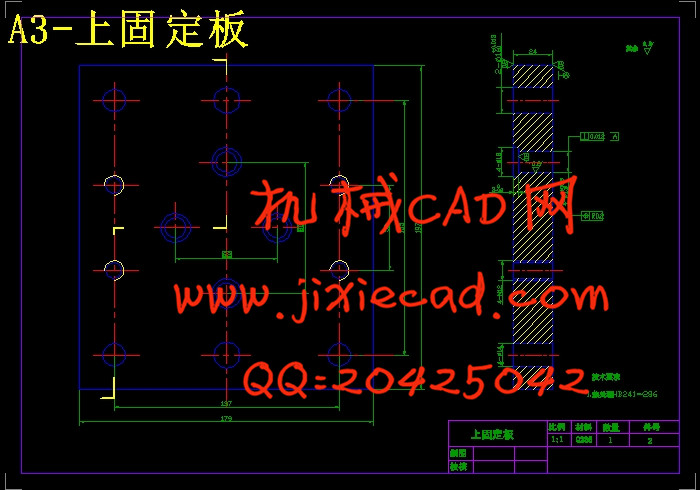
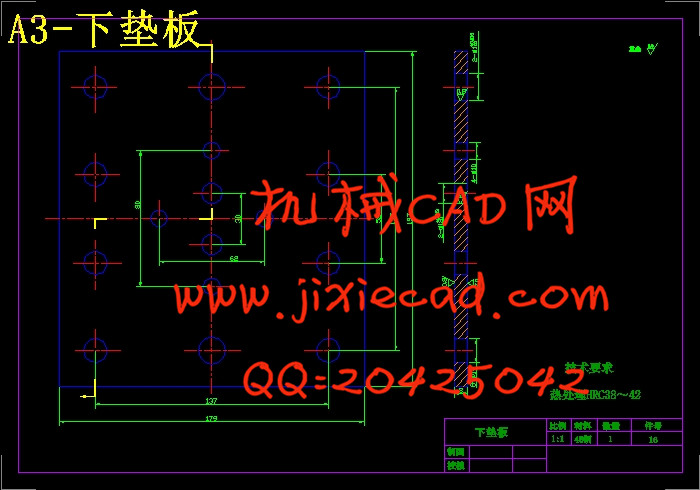
4.4.2结构件与安装
4.4.3紧固件选用
第五章 PRO/E三维技术简介
5.1 CAD/CAM集成软件的逻辑结构
5.2 CAD/CAM系统的体系结构
5.3 PRO/E软件简介
结束语
谢致
参考文献
摘要:复合模结构紧凑,生产效率高,工件精度高,适用于大批量生产。在压力机的一次行程中,复合模同时完成落料与冲孔等多个工序。复合模结构上有一个既为落料凸模又为冲孔凹模的凸凹模。本次设计课题为中速发动机体盖板复合模设计。整个设计系统地对工件的工艺性及模具结构进行了分析设计。整个冲裁工序包括一个落料工序和一个冲孔工序,为提高生产效率,降低成本选用倒装复合冲裁模,压力机则据冲裁力选用公称压力为600KN的开式可倾压力机。板料选用3mm厚的B3薄钢板,采用有废料排样法,材料利用率为87%。冲裁间隙确定为0.500mm。模具整体设计及零部件设计均参考有关资料进行标准设计。
关键词:复合模 凸凹模 冲孔 落料
Based on PRO / E Flat parameters of the compound die design and assembly
Abstract:The superposable die structure is compact, the production efficiency is high, the work piece precision is high, is suitable for the production in enormous quantities. In a press's traveling schedule, the superposable die simultaneously completes falls the material and the punch holes and so on many working procedures. In the superposable die structure has one both to fall the material plunger and for the punch holes lower die raised lower die. This subject is the compound pattern designing for the blind flange of the medial speed engine body. The whole blanking process includes one punching process and one blanking process. In order to raise production efficiency and to reduce the cost of production,we choose the inverting
compound blanking die, and according to blanking pressure,we choose the opening inclined press which the nominal pressure is 600KN. The board material is selected the thin steel plate of B3 metal that 3mm thick, and we adopt wasting material stocking layout method, and the material utilization ratio is 87%. The blanking clearance is defined 0.500mm. The whole die design and parts design are all consulted concerned material and are carried on the standard design.
Key words: compound pattern punch blank
目 录
前 言
第1章 模具综述
1.1、模具的地位
1.2、模具制造的特点
1.3、模具的作用
1.4、冲模的分类
1.5、模具零件的分类
第2章 冷冲压概述及方案的选择
2.1冷冲压概述
2.2冷冲压的特点
2.3冷冲压基本工序
2.4冷冲压材料
2.5本次设计重点
2.6冲裁件工艺性
2.6.1冲裁件形状尺寸要求:
2.6.2 冲裁件的尺寸精度和表面粗糙度
2.7确定冲裁工艺方案
第3章 冲裁工艺设计与参数计算
3.1冲裁件的工艺性分析
3.2 冲裁件的形状和尺寸要求
3.3冲裁件的精度与断面粗糙度
3.4冲裁间隙
3.5 凸、凹模刃口尺寸计算
3.5.1尺寸计算原则
3.5.2刃口尺寸计算方法
3.6 冲裁工艺力计算
3.6.1冲裁力的计算
3.6.2卸料力、推件力和顶件力的计算
3.7压力中心分析
第4章 模具设计
4.1凸、凹模结构设计
4.1.1凸模
4.1.2凹模
4.2定位形式与结构设计
4.3 卸料结构设计
4.3.1卸料、推料和顶料结构
4.3.2卸料结构关系尺寸计算
4.3.3弹簧和橡胶的选用与计算
4.4 冲模导向、安装和有关零、部件
4.4.1导向
4.4.2结构件与安装
4.4.3紧固件选用
第五章 PRO/E三维技术简介
5.1 CAD/CAM集成软件的逻辑结构
5.2 CAD/CAM系统的体系结构
5.3 PRO/E软件简介
结束语
谢致
参考文献