设计简介
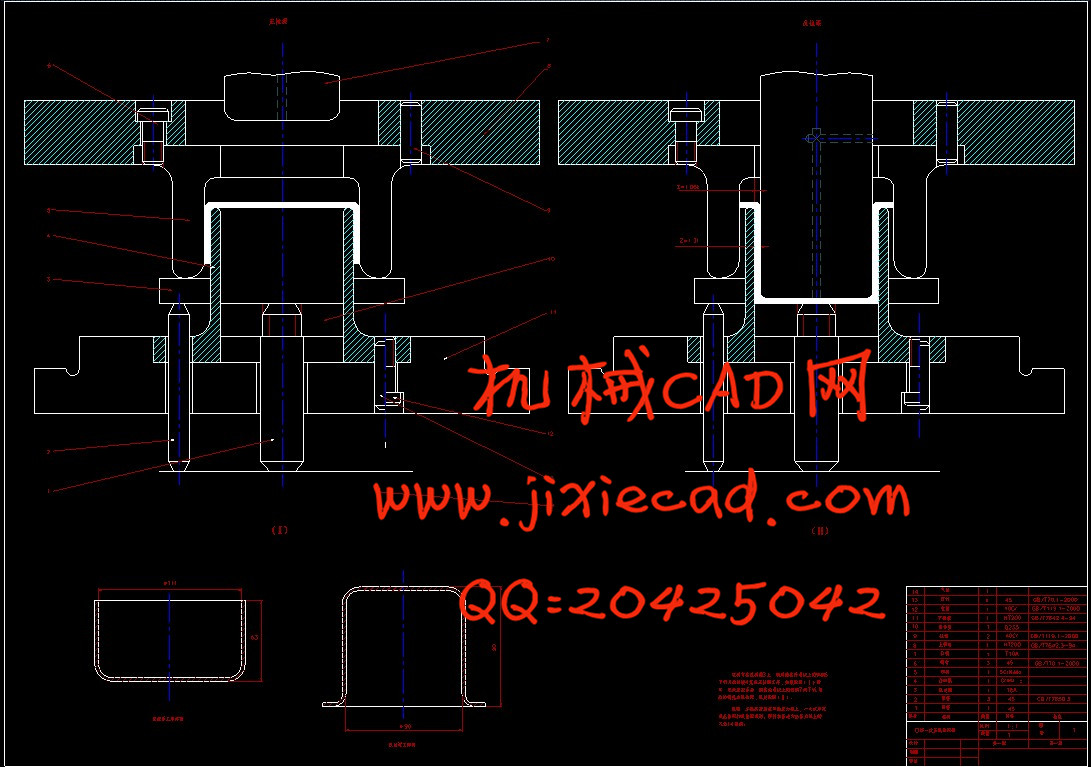
该工件包括落料、拉深、在拉深三个基本工序,可以有以下两种方案:
方案一:落料—拉深—再拉深。采用单工序模生成。
方案二:落料—正反一次拉深复合模具冲压。采用复合模生成。
方案一模具结构简单,但需三道工序三副模具,生成效率低,难以满足该工件大批量生成的要求。方案二需两副模具,生成效率较高,尽管模具结构较方案一复杂,但由于零件的几何形状简单对称,模具制造并不困难。通过对上述两种方案的分析比较该急件若能一次拉深则其冲压采用方案二为佳。
方案一:落料—拉深—再拉深。采用单工序模生成。
方案二:落料—正反一次拉深复合模具冲压。采用复合模生成。
方案一模具结构简单,但需三道工序三副模具,生成效率低,难以满足该工件大批量生成的要求。方案二需两副模具,生成效率较高,尽管模具结构较方案一复杂,但由于零件的几何形状简单对称,模具制造并不困难。通过对上述两种方案的分析比较该急件若能一次拉深则其冲压采用方案二为佳。