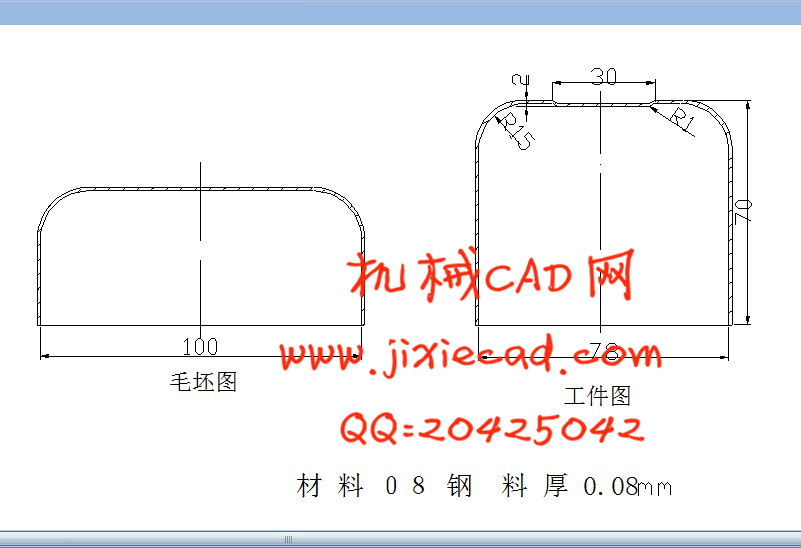
设计简介
该工件为拉深挤边两个基本工序,可以有以下三个方案:
方案一:先拉深,再挤边。采用单工序模生产。
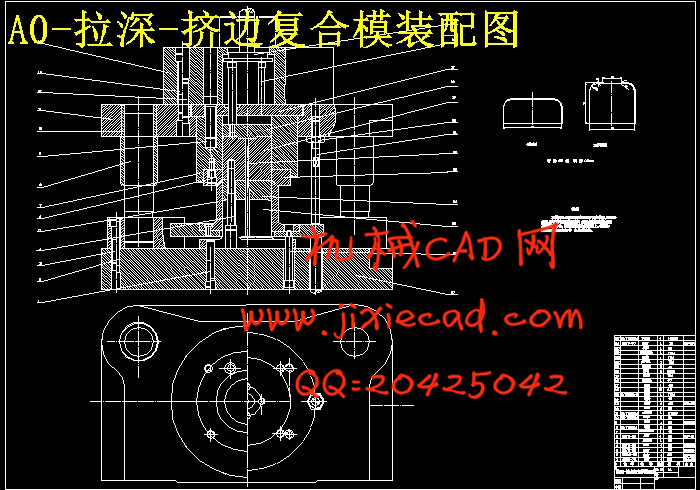
方案二:拉深挤边复合冲压,采用复合模生产。
方案三:拉深挤边级进冲压,采用级进模生产。
复合模与单工序模、级进模的特点比较如下[3]:
(1) 与单工序模相比,复合模冲出的拉深件的拉深与挤边同时进行,完成的几个轮廓的相对位置精度较高。
(2) 与级进模相比,复合模对条料的送进与定位精度要求较低。
(3) 复合模结构紧凑,轮廓尺寸相对较小。
(4) 复合模同时完成两道或两道以上的工序,因此生产效率较高。
(5) 模具结构较复杂,加工和装配精度要求较高。
(6) 工件的外形与内孔之间的最小宽度受凸凹模的最小壁厚限制,所以当壁厚太小的时候,不能使用复合模。
由以上比较发现,试用拉深挤边复合模较为合适。
方案一:先拉深,再挤边。采用单工序模生产。
方案二:拉深挤边复合冲压,采用复合模生产。
方案三:拉深挤边级进冲压,采用级进模生产。
复合模与单工序模、级进模的特点比较如下[3]:
(1) 与单工序模相比,复合模冲出的拉深件的拉深与挤边同时进行,完成的几个轮廓的相对位置精度较高。
(2) 与级进模相比,复合模对条料的送进与定位精度要求较低。
(3) 复合模结构紧凑,轮廓尺寸相对较小。
(4) 复合模同时完成两道或两道以上的工序,因此生产效率较高。
(5) 模具结构较复杂,加工和装配精度要求较高。
(6) 工件的外形与内孔之间的最小宽度受凸凹模的最小壁厚限制,所以当壁厚太小的时候,不能使用复合模。
由以上比较发现,试用拉深挤边复合模较为合适。