设计简介
摘要:冲压生产靠模具与设备完成加工过程,所以它的生产率高,而且由于操作简便,也便于实现机械化和自动化。
冲压产品的尺寸精度是由模具保证的,所以质量稳定,一般不需再经过机械加工便可使用。
冲压加工一般不需要加热毛坯,也不像切割加工那样大量切削材料,所以它不但节能,而且节约材料。冲压产品的表面质量较好,使用的原材料是冶金工厂大量生产的轧制板料或带料,在冲压过程中材料表面不受破坏。
因此,冲压工艺是一种产品质量较好而且成本低的加工工艺。用它生产的产品一般还具有重量轻且刚性好的特点。
关键词:冲压模具 冲压工艺 模具设计
Abstrct: Blunt press to produce to be processed process by molding tool and equipments completion, so it of rate of production Gao, and because of operation simple, also easy to realization mechanization and automation.
Blunt press the size accuracy of product is promise by the molding tool of, so quality stable, generally doing not need to through machine process again then can use.
Blunt press to process generally don't need to heat semi-finished product, also be unlike to incise to process to so and in great quantities slice to pare material, so it not only economizes on energy, but also economize material.Blunt press the surface quality of product better, the original material of usage is a metallurgy factory mass production of the Ya system plank anticipate or take to anticipate and the material surface is free from breakage in bluntly ran over the distance.
Therefore, it ising blunt to press a craft be a kind of product quality better and the cost lowly process a craft.Use the product that it produce generally still has the weight light and rigid and good characteristics.
Keywords: Stamping die; Stamping process ;Mould design.
目录
前 言 1
绪论 2
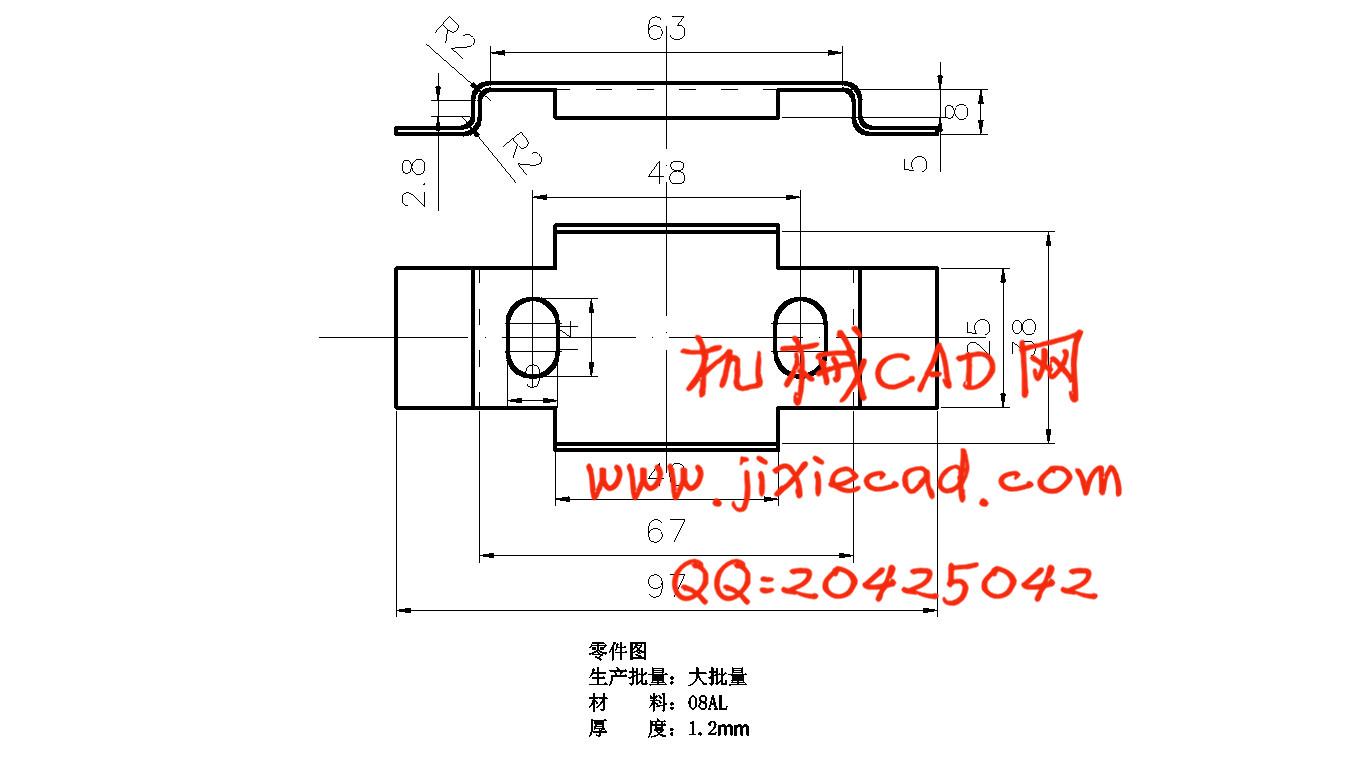
1 冲裁件的工艺分析 5
1.1本次设计冲压工件 5
1.2 工件结构形状 6
1.3 工件尺寸精度 6
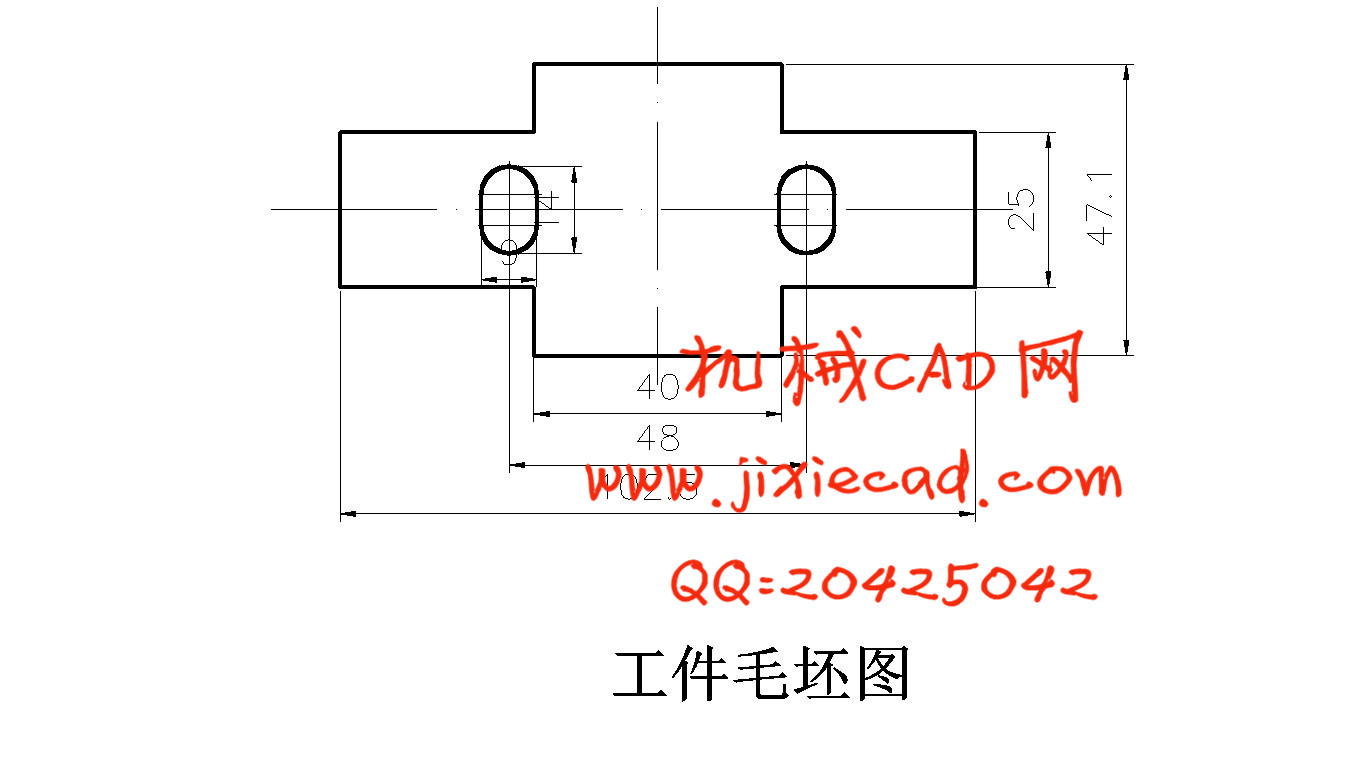
1.4 工件展开长度计算 7
2 冲裁工艺方案的确定 8
2.1 单工序模分散冲裁、弯曲 8
2.2 复合模 8
2.3 级进模 9
3 模具结构形式的确定 9
4 模具总体设计 10
4.1 模具类型的选择 10
4.2 操作方式 10
4.3 卸料、出件方式 10
4.3.1 卸料方式 10
4.3.2 出件方式 11
4.4 确定送料方式 11
4.5 确定导向方式 11
5 模具设计计算 11
5.1 排样、计算条料宽度、确定步距、材料利用率 11
5.1.1 排样方式的选择 11
5.1.2 计算条料宽度 12
5.1.3 确定步距 13
5.1.4 计算材料利用率 14
5.2 冲压力的计算 15
5.2.1 弯曲力的计算 15
5.3 压力中心的确定 16
5.4 模具弯曲部分工作尺寸计算 17
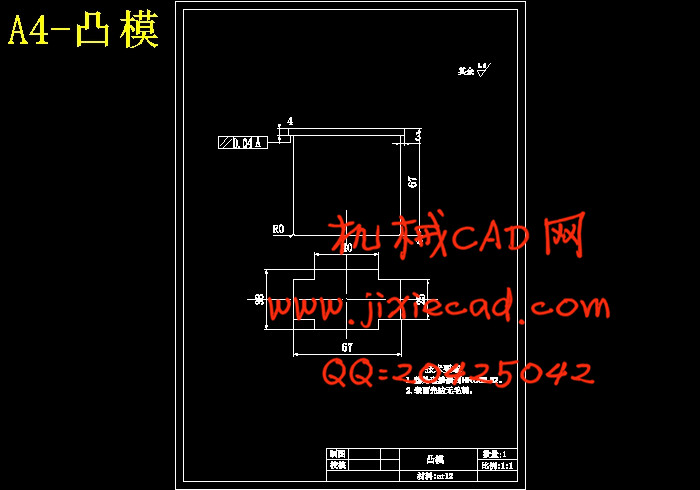
5.4.1 凸模圆角半径 17
5.4.2 凹模圆角半径 17
5.4.3 凹模深度 17
5.4.4 凸、凹模的间隙 18
5.4.5 U形弯曲处的凸、凹模工作部分尺寸及公差 18
6 主要零部件设计 20
6.1 工作零部件的结构设计 20
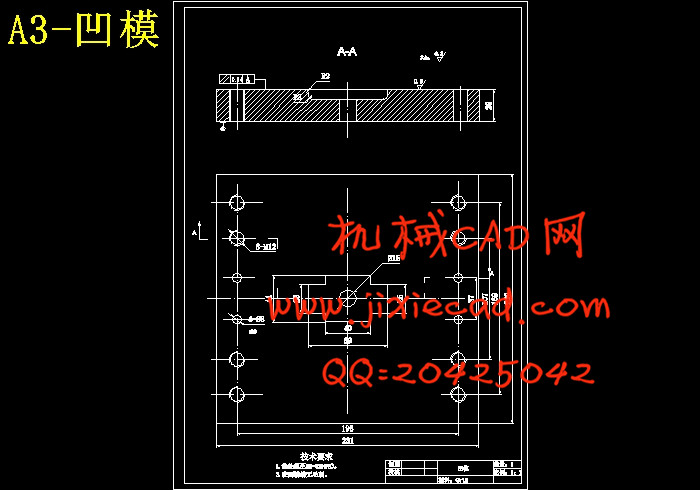
6.1.1 凹模的尺寸 20
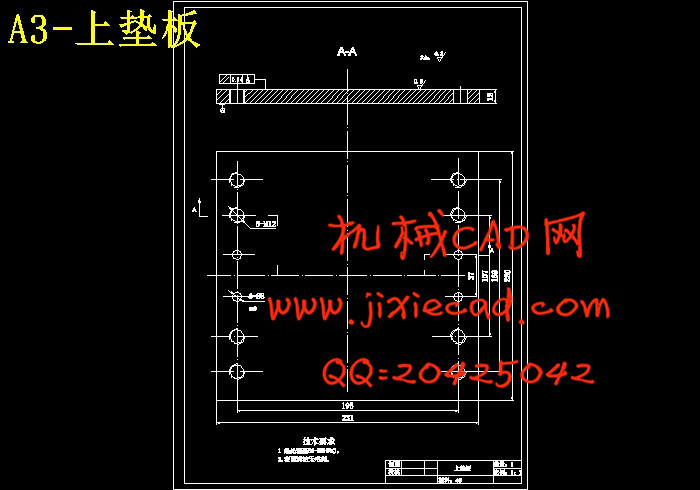
6.1.2 模具的其它零件 20
7 校核模具闭合高度及压力机有关参数 23
7.1 校核模具闭合高度 23
7.2 冲压设备的选定 23
8 设计并绘制模具总装图及选取标准件 24
9 模具的安装调试 25
9.1 模具的安装调试 25
9.1.1 确定装配方法和装配顺序 25
9.1.2装配要点 25
参考文献 27
结论 28
致谢信 29
冲压产品的尺寸精度是由模具保证的,所以质量稳定,一般不需再经过机械加工便可使用。
冲压加工一般不需要加热毛坯,也不像切割加工那样大量切削材料,所以它不但节能,而且节约材料。冲压产品的表面质量较好,使用的原材料是冶金工厂大量生产的轧制板料或带料,在冲压过程中材料表面不受破坏。
因此,冲压工艺是一种产品质量较好而且成本低的加工工艺。用它生产的产品一般还具有重量轻且刚性好的特点。
关键词:冲压模具 冲压工艺 模具设计
Abstrct: Blunt press to produce to be processed process by molding tool and equipments completion, so it of rate of production Gao, and because of operation simple, also easy to realization mechanization and automation.
Blunt press the size accuracy of product is promise by the molding tool of, so quality stable, generally doing not need to through machine process again then can use.
Blunt press to process generally don't need to heat semi-finished product, also be unlike to incise to process to so and in great quantities slice to pare material, so it not only economizes on energy, but also economize material.Blunt press the surface quality of product better, the original material of usage is a metallurgy factory mass production of the Ya system plank anticipate or take to anticipate and the material surface is free from breakage in bluntly ran over the distance.
Therefore, it ising blunt to press a craft be a kind of product quality better and the cost lowly process a craft.Use the product that it produce generally still has the weight light and rigid and good characteristics.
Keywords: Stamping die; Stamping process ;Mould design.
目录
前 言 1
绪论 2
1 冲裁件的工艺分析 5
1.1本次设计冲压工件 5
1.2 工件结构形状 6
1.3 工件尺寸精度 6
1.4 工件展开长度计算 7
2 冲裁工艺方案的确定 8
2.1 单工序模分散冲裁、弯曲 8
2.2 复合模 8
2.3 级进模 9
3 模具结构形式的确定 9
4 模具总体设计 10
4.1 模具类型的选择 10
4.2 操作方式 10
4.3 卸料、出件方式 10
4.3.1 卸料方式 10
4.3.2 出件方式 11
4.4 确定送料方式 11
4.5 确定导向方式 11
5 模具设计计算 11
5.1 排样、计算条料宽度、确定步距、材料利用率 11
5.1.1 排样方式的选择 11
5.1.2 计算条料宽度 12
5.1.3 确定步距 13
5.1.4 计算材料利用率 14
5.2 冲压力的计算 15
5.2.1 弯曲力的计算 15
5.3 压力中心的确定 16
5.4 模具弯曲部分工作尺寸计算 17
5.4.1 凸模圆角半径 17
5.4.2 凹模圆角半径 17
5.4.3 凹模深度 17
5.4.4 凸、凹模的间隙 18
5.4.5 U形弯曲处的凸、凹模工作部分尺寸及公差 18
6 主要零部件设计 20
6.1 工作零部件的结构设计 20
6.1.1 凹模的尺寸 20
6.1.2 模具的其它零件 20
7 校核模具闭合高度及压力机有关参数 23
7.1 校核模具闭合高度 23
7.2 冲压设备的选定 23
8 设计并绘制模具总装图及选取标准件 24
9 模具的安装调试 25
9.1 模具的安装调试 25
9.1.1 确定装配方法和装配顺序 25
9.1.2装配要点 25
参考文献 27
结论 28
致谢信 29