设计简介
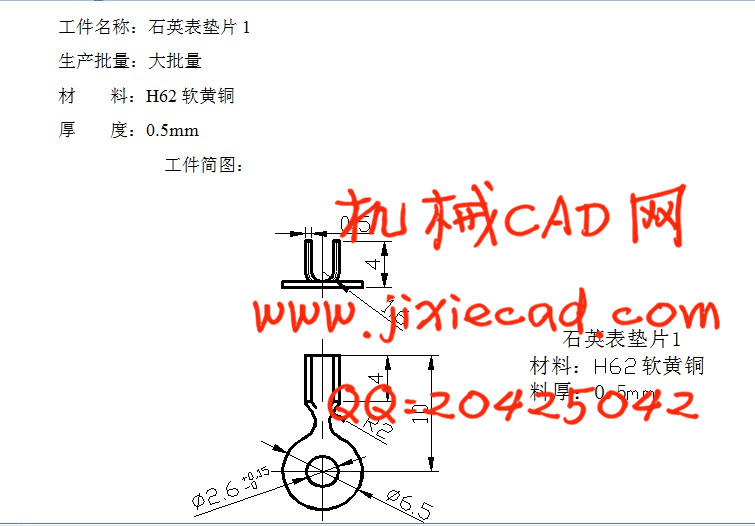
石英表垫片零件所需的基本冲压工序为弯曲、落料和冲孔,可拟订出以下三种工艺方案。
方案一:用简单模分三次加工,即落料——冲孔——弯曲。
方案二:冲孔落料弯曲复合模。
方案三:冲孔落料弯曲级进模。
方案一,生产率低,工件的累计误差大,占用三套模具生产设备成本比较高,操作不方便,由于该工件为大批量生产,相比较方案二和方案三更具有优越性。
方案二:冲孔落料、和弯曲三个工序都在同一个工位上完成,生产率较方案一和方案三都高,生产出的制品的精度也较高,占用设备数量少,但是其模具比较复杂,生产强度较高时模具损耗较大,模具寿命较低,制造成本较方案一和方案二都高。
方案三:冲孔个工序为一个工位,落料和弯曲在一个工位。其生产效率较方案一高较方案二低,其模具制造难度较方案二小,成本也低:模具寿命较方案二高,
石英表垫片零件为大批量生产,且其冲
目录
绪论 1
1.1现状 1
1.2 未来冲压模具制造技术发展趋势 2
1 零件的冲压工艺性分析 5
2 工艺方案的确定及工艺计算 6
2.1 工艺方案的确定 6
2.2 排样设计 7
2.2.1 毛坯的尺寸计算 7
2.2.2 确定零件的排样方案 7
3 工艺计算 10
3.1 冲裁工序总力的计算 10
3.2、弯曲力的计算 11
3.3、弹性橡胶板的计算 12
4 压力机的选择 13
4.1 初选压力机 13
4.2 压力中心的计算 13
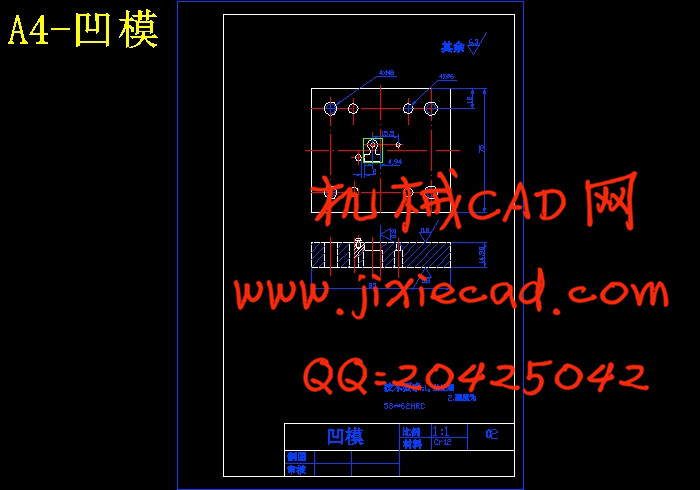
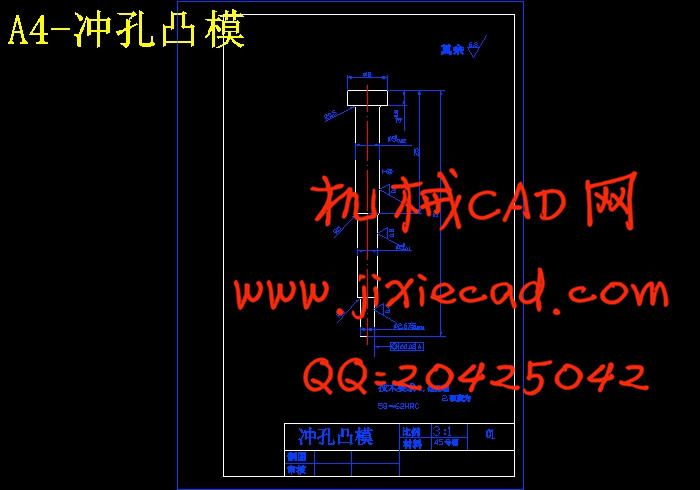
5 工作零部件的设计与标准化 16
5.1 工作零部件的计算 16
6 主要工作机构的设计与标准化 25
6.1 定位装置的设计与标准化 25
6.1.1 始用挡料装置的设计与标准化 25
6.1.2 固定挡料销的设计与标准化 25
6.1.3 导正销的设计与标准化 26
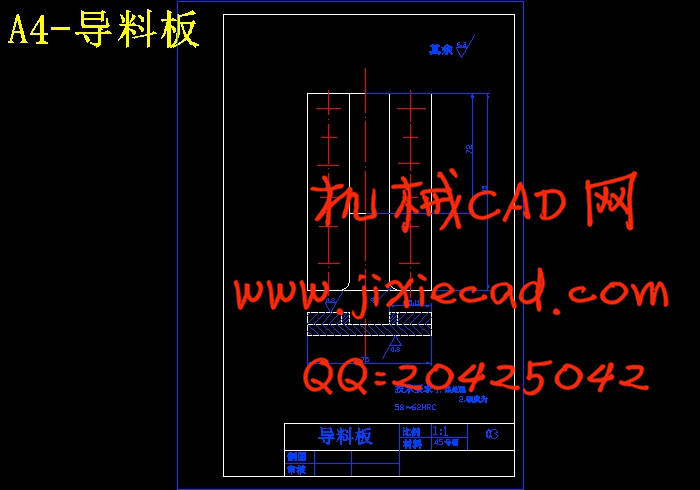
6.1.4 导料板的设计与标准化 27
6.2 标准模架的选用 28
6.3 卸料装置的设计与标准化 28
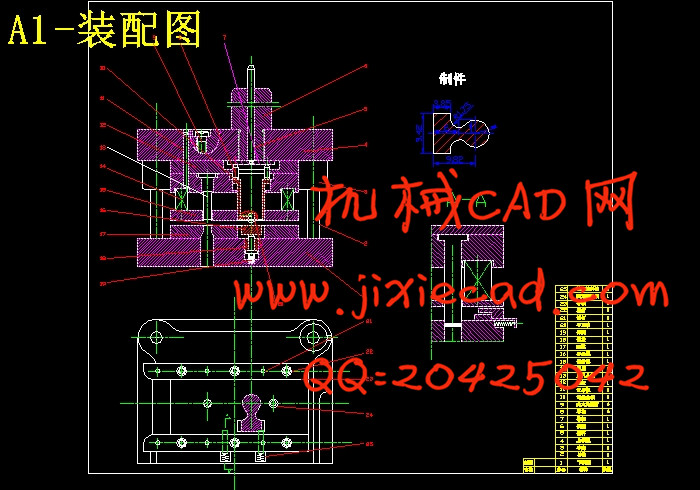
7 装配图及压力机的校核 30
7.1 装配图 30
7.2 压力机的选择与校核 30
8 模具的装配与调试 31
8.1,模具的装配 31
8.2模具的调试 31
8.2.1 凸,凹模间隙的调试 31
8.2.2 冲模的试冲 31
8.2.3 试冲过程中的调整 32
设计总结 33
参考文献 34
致谢 35