设计简介
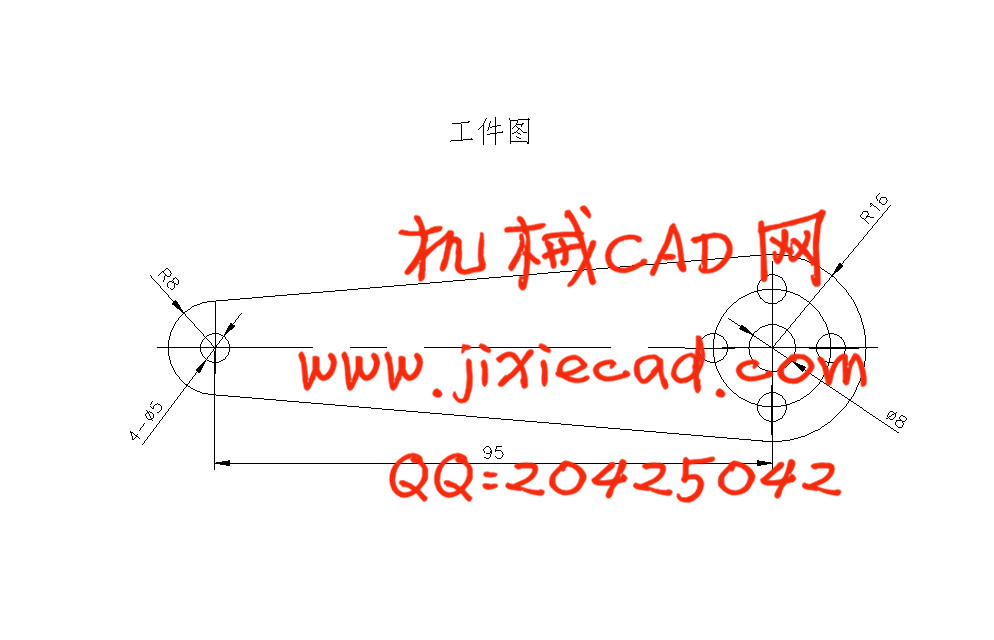
图示零件材料为45号钢板,能够进行一般的冲压加工,市场上也容易得到这种材料,价格适中。
手柄外形落料的工艺性:手柄属于中等尺寸零件,料厚2.0mm,外形复杂程度一般,尺寸精度要求一般,因此可采用落料工艺获得。
手柄冲孔的工艺性:大小为φ5mm和φ8mm的孔,尺寸精度要求一般,可采用冲孔。
此工件只有外形落料和冲孔两个工序。图示零件尺寸均为未注公差的一般尺寸,按惯例取IT14级,符合一般级进冲压的经济精度要求,模具精度取IT9级即可。
由以上分析可知,图示零件具有比较好的冲压工艺性,适合冲压生产。
手柄零件所需的基本冲压工序为落料和冲孔,可拟订出以下三种工艺方案。
方案一:用简单的单工序模分三次加工,即落料——冲孔——冲孔。
方案二:冲孔落料复合模。
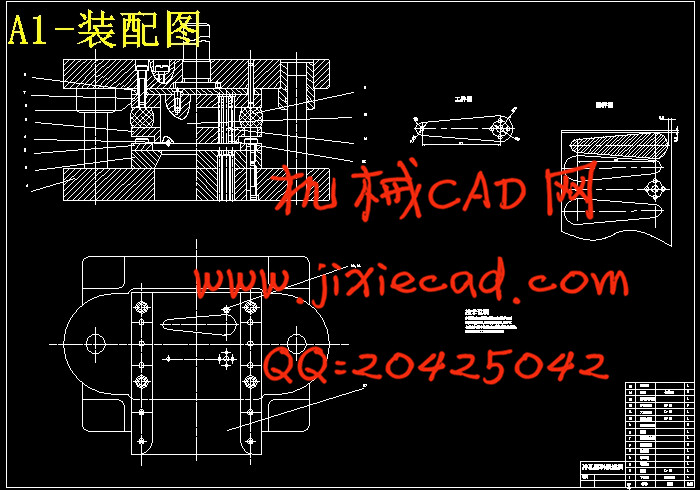
方案三:冲孔落料级进模。
方案一:模具结构简单,成本低,但工件的累计误差大,操作不方便,由于该工件为中批量生产,需三套设备成本高,生产率低。
方案二:生产率较方案一和三都高,加工精度高,但模具结构复杂,制作难度较大成本高,还有模具对压力机吨位要求较方案一和三都高。
方案三:生产率较方案二低,精度略低于方案二,但是模具结构不太复杂成本较低,压力机吨位要求低,故节省能源,由于此为大批量生产,精度要求不高,相比较而言方案三更具有可行性,更具有优越性。
手柄零件大端φ5mm的孔与R16mm的外圆及φ8mm的孔之间的距离为3.5mm,大于此零件要求的最小壁厚(3.2mm)(1),可以采用冲孔、落料复合模或冲孔、落料级进模。复合模模具制造难度大,并且冲压后产品留在模具上,在清理模具上的物料时会影响冲压速度,因此选用级进模更为合理。
手柄外形落料的工艺性:手柄属于中等尺寸零件,料厚2.0mm,外形复杂程度一般,尺寸精度要求一般,因此可采用落料工艺获得。
手柄冲孔的工艺性:大小为φ5mm和φ8mm的孔,尺寸精度要求一般,可采用冲孔。
此工件只有外形落料和冲孔两个工序。图示零件尺寸均为未注公差的一般尺寸,按惯例取IT14级,符合一般级进冲压的经济精度要求,模具精度取IT9级即可。
由以上分析可知,图示零件具有比较好的冲压工艺性,适合冲压生产。
手柄零件所需的基本冲压工序为落料和冲孔,可拟订出以下三种工艺方案。
方案一:用简单的单工序模分三次加工,即落料——冲孔——冲孔。
方案二:冲孔落料复合模。
方案三:冲孔落料级进模。
方案一:模具结构简单,成本低,但工件的累计误差大,操作不方便,由于该工件为中批量生产,需三套设备成本高,生产率低。
方案二:生产率较方案一和三都高,加工精度高,但模具结构复杂,制作难度较大成本高,还有模具对压力机吨位要求较方案一和三都高。
方案三:生产率较方案二低,精度略低于方案二,但是模具结构不太复杂成本较低,压力机吨位要求低,故节省能源,由于此为大批量生产,精度要求不高,相比较而言方案三更具有可行性,更具有优越性。
手柄零件大端φ5mm的孔与R16mm的外圆及φ8mm的孔之间的距离为3.5mm,大于此零件要求的最小壁厚(3.2mm)(1),可以采用冲孔、落料复合模或冲孔、落料级进模。复合模模具制造难度大,并且冲压后产品留在模具上,在清理模具上的物料时会影响冲压速度,因此选用级进模更为合理。