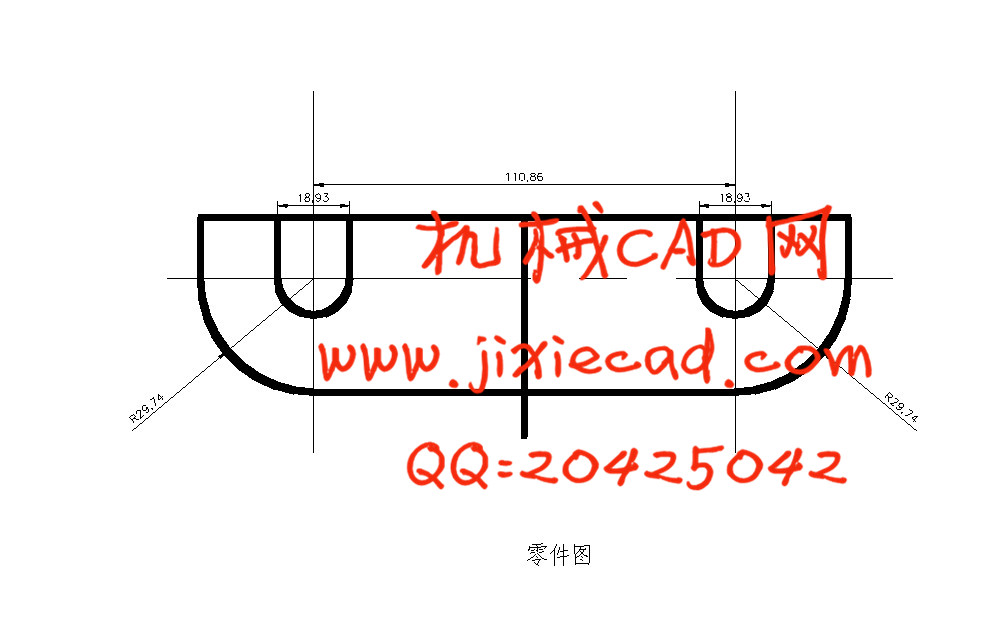
设计简介
该工件包括落料和冲孔两个基本工序.可有以下三种工艺方案;
方案一;先落料再冲孔采用单工序模生产.
方案二;落料冲孔一次复合冲压.采用复合模生产.
方案三;冲孔落料级金完成.采用级进模生产.
三种方案比较;
方案一.模具结构比较简单.但是需要两道工序.两副模具.成本较高.并且生产率比较低.不能满足当代生产的需要和不符合企业生产的利益.故不宜采用..
方案二.只需要一副模具.生产的工件进度和生产率都比较高.且最小壁厚满足复合冲裁要求.操作较方便.
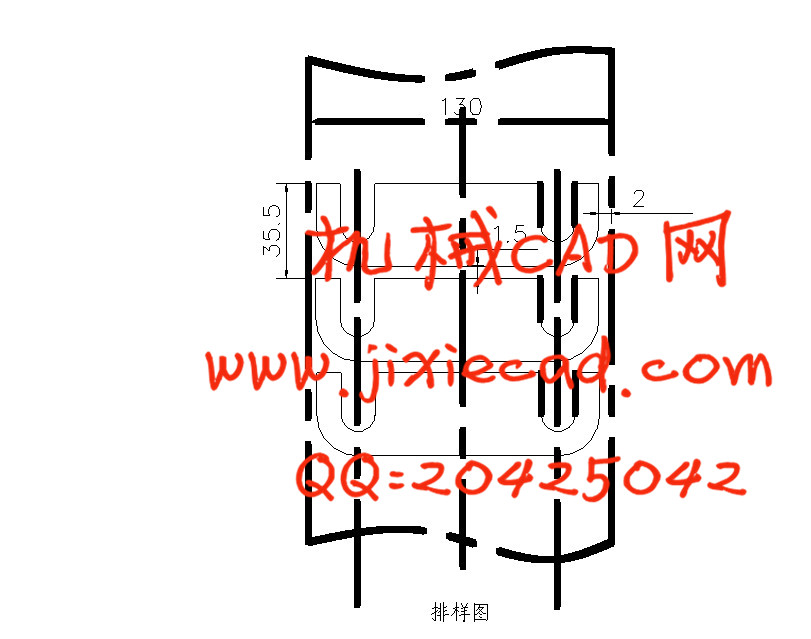
方案三.也只需要一副模具生产率较高.操作也比较方便,但是制造成本较方案二高.且需要严格控制送料步距,制造较方案二差,
综合以上比较.故采用方案二为最好.本设计即采用此方案.
方案一;先落料再冲孔采用单工序模生产.
方案二;落料冲孔一次复合冲压.采用复合模生产.
方案三;冲孔落料级金完成.采用级进模生产.
三种方案比较;
方案一.模具结构比较简单.但是需要两道工序.两副模具.成本较高.并且生产率比较低.不能满足当代生产的需要和不符合企业生产的利益.故不宜采用..
方案二.只需要一副模具.生产的工件进度和生产率都比较高.且最小壁厚满足复合冲裁要求.操作较方便.
方案三.也只需要一副模具生产率较高.操作也比较方便,但是制造成本较方案二高.且需要严格控制送料步距,制造较方案二差,
综合以上比较.故采用方案二为最好.本设计即采用此方案.