设计简介
在确定工艺方案时依据的原则:
(1)保证冲裁件质量。
(2)经济性原则。
(3)安全性原则。 【2】
【2】——丁松聚主编<<冷冲模设计>>机械工业出版社。
由以上分析,拟定工艺方案如下:
方案一:先落料、再拉深级进模生产。
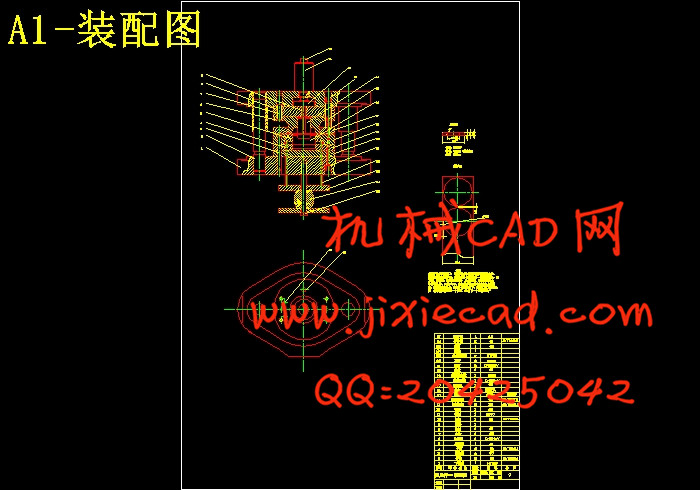
方案二:落料、拉深复合模冲压。采用复合模生产。
方案一:只需两副模具,但模具结构复杂,送进操作不方便,工件尺寸偏差大。
方案二:经过落料、上拉深、下拉深三道工序,且每道工序连续进行。首先对条料落料,得到一个圆形料,然后进行拉深圆桶形件的拉深,然后再进行拉深,得到制件。尺寸精度高,平直度好,生产效率高。对以上方案分析比较,采用方案二为佳。
(1)保证冲裁件质量。
(2)经济性原则。
(3)安全性原则。 【2】
【2】——丁松聚主编<<冷冲模设计>>机械工业出版社。
由以上分析,拟定工艺方案如下:
方案一:先落料、再拉深级进模生产。
方案二:落料、拉深复合模冲压。采用复合模生产。
方案一:只需两副模具,但模具结构复杂,送进操作不方便,工件尺寸偏差大。
方案二:经过落料、上拉深、下拉深三道工序,且每道工序连续进行。首先对条料落料,得到一个圆形料,然后进行拉深圆桶形件的拉深,然后再进行拉深,得到制件。尺寸精度高,平直度好,生产效率高。对以上方案分析比较,采用方案二为佳。