设计简介
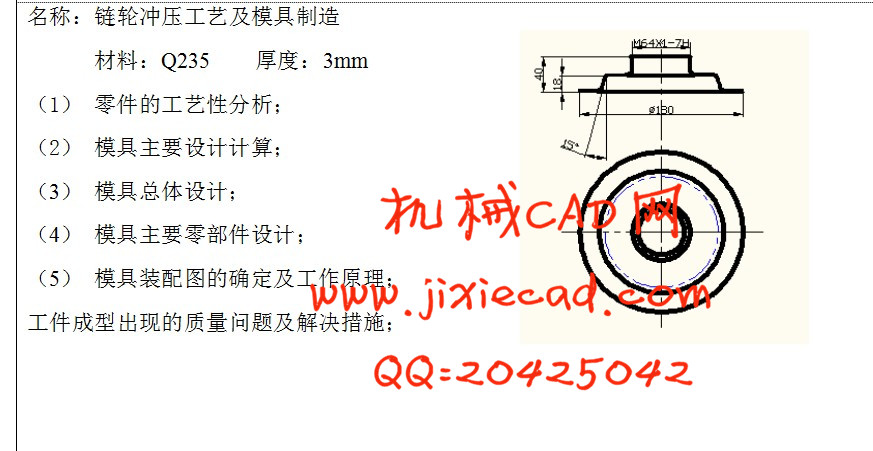
链轮的冲压工艺及模具设计
摘 要
通过对制件的工艺计算及拉深翻边时的受力,应力及金属流动状态进行分析,设计并改进了反拉深模的结构,保证了零件尺寸的要求,消除了料厚变薄等缺陷,此模具结构简单,实用性强,提高劳动生产率,为防止制件起皱和拉裂常通过改善材料力学性能和合理确定凹模圆角半径,同时分析了该制件的工艺性。设计了拉深模具,并介绍了所用模具材料特点。
拉深是利用拉深模具将冲裁好的平板毛坯压制成各种开口的空心工件或将已制成的开口空心件加工成其他形状空心件的一种冲压加工方法。翻边时将毛坯或半成品的外边缘或孔边缘沿一定的曲线翻成竖立的边缘冲压方法的链轮是需要经过拉深翻边,冲孔等工序才可完成。
当前模具工业发展有两个特点:一是要缩短制模周期、降低制模成本。由于人们对工业晶的品种、数量和质量要求越来越高,产品更新换代周期越来越短,而且多品种小批量生产较多,因此对模具制造提出了严格的要求。二是模具向大型化、复杂化、精密化和自动化发展。模具制造要求越来越高,制造工艺越来越复杂。
关键词:拉深模 设计 料厚变薄 改进
Keywords: backward drawing die design material thickness getting thinner improvement
目 录
1绪 论 1
1.1冷冲压在工业生产中的地位 1
1.2了解目前国内外冲压模具的发展现状 1
1.2.1现状 1
1.2.2未来冲压模具制造技术发展趋势 2
1.3国外冲压模具的发展现状 4
2.分析链轮的冲压工艺并确定其工艺方案 6
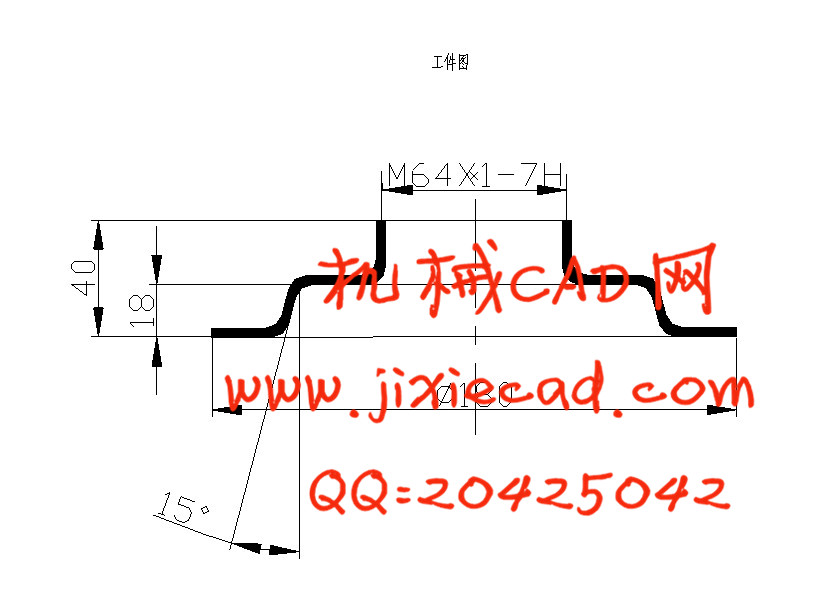
2.1冲压件的工艺分析 6
2.1工艺方案的确定 7
2.21计算坯料尺寸 7
2.22计算拉深次数 9
2.23冲压工艺方案的确定 10
3.工艺计算 11
3.1确定排样、裁板方案 11
3.2确定各中间工序尺寸 11
3.2.1拉深 11
3.3计算冲压力、选用压力机 11
3.3.1计算压边力 11
3.3.2计算拉深力 12
3.3.3计算翻边力 12
3.3.4压力机的公称压力 12
3.3.5压力机型号的选择 13
3.3.6压力中心的确定 13
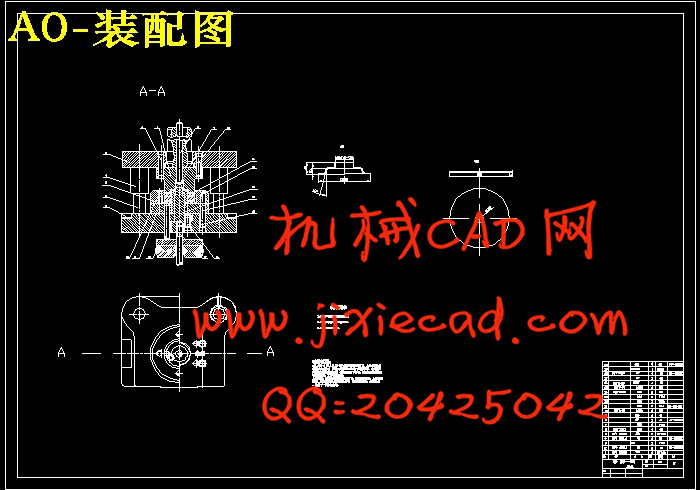
4 链轮冲压模具的设计 14
4.1 模具结构形式选择 14
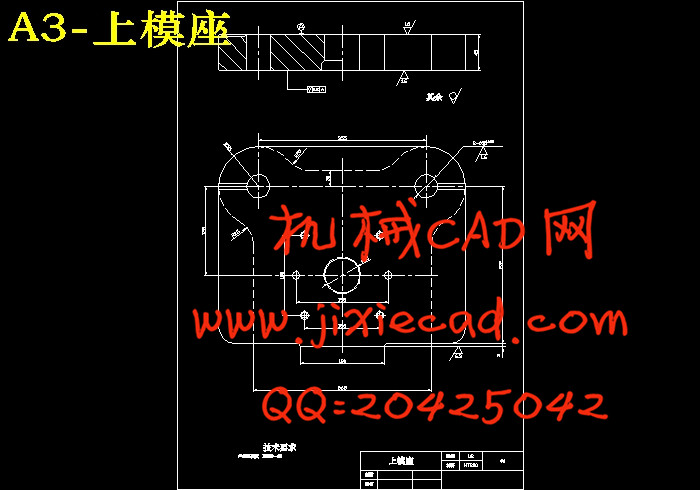
4.2 模具工作零件的设计 15
4.2.1拉深工作部分刃口尺寸计算 15
4.2.2拉深凸、凹模的工作部分尺寸计算 16
4.2.3翻边工作部分的尺寸计算 19
4.3模架的选择 20
4.4模具其它零部件的计算和选取 21
4.4.1压力机型号的确定 21
4.4.2模柄的确定 22
4.4.3螺钉的选用 22
4.4.4圆柱销的选用 23
4.4.5卸料装置的选用 23
4.4.5.1推件板的选用 23
4.4.5.2顶杆的选用 23
4.4.5.3弹性卸料元件的选用 24
5 工作零件的加工工艺 26
5.1模具材料的选用 26
5.2模具工作零件的加工工艺 26
5.2.1拉深凸模的加工工艺过程 26
5.2.2拉深凹模的加工工艺过程 26
5.2.3翻边凸模的加工工艺过程 26
6 链轮模具的安装与调整 27
6.1模具的装配 27
6.2模具的调试 27
设计总结 31
致 谢 32
参考文献 33
摘 要
通过对制件的工艺计算及拉深翻边时的受力,应力及金属流动状态进行分析,设计并改进了反拉深模的结构,保证了零件尺寸的要求,消除了料厚变薄等缺陷,此模具结构简单,实用性强,提高劳动生产率,为防止制件起皱和拉裂常通过改善材料力学性能和合理确定凹模圆角半径,同时分析了该制件的工艺性。设计了拉深模具,并介绍了所用模具材料特点。
拉深是利用拉深模具将冲裁好的平板毛坯压制成各种开口的空心工件或将已制成的开口空心件加工成其他形状空心件的一种冲压加工方法。翻边时将毛坯或半成品的外边缘或孔边缘沿一定的曲线翻成竖立的边缘冲压方法的链轮是需要经过拉深翻边,冲孔等工序才可完成。
当前模具工业发展有两个特点:一是要缩短制模周期、降低制模成本。由于人们对工业晶的品种、数量和质量要求越来越高,产品更新换代周期越来越短,而且多品种小批量生产较多,因此对模具制造提出了严格的要求。二是模具向大型化、复杂化、精密化和自动化发展。模具制造要求越来越高,制造工艺越来越复杂。
关键词:拉深模 设计 料厚变薄 改进
链轮的冲压工艺及模具设计
Abstract
Through the technological calculation of the product and the analysis of the exerted force ,stree and metal flowing status when drawing for ward and backward,the back ward drawing die was desingal and improved in its structure,which ensured the requirement of the part dimensions and eliminated some defects such as the material thickness becoming thinner,The structure of the die for the technological process is simple and practical,it can increase the production efficiency,in order to ensure the uniformity of the blanking clearance of the die ,inorganic adhesive is used to bord and fix the punch to eliminate manufacturing errors,after an analysis of the technological property of the producte,the dimensions of the blank were determined and the drawing die for the part was designeal the characteristics of the die material were introduced at last.Keywords: backward drawing die design material thickness getting thinner improvement
目 录
1绪 论 1
1.1冷冲压在工业生产中的地位 1
1.2了解目前国内外冲压模具的发展现状 1
1.2.1现状 1
1.2.2未来冲压模具制造技术发展趋势 2
1.3国外冲压模具的发展现状 4
2.分析链轮的冲压工艺并确定其工艺方案 6
2.1冲压件的工艺分析 6
2.1工艺方案的确定 7
2.21计算坯料尺寸 7
2.22计算拉深次数 9
2.23冲压工艺方案的确定 10
3.工艺计算 11
3.1确定排样、裁板方案 11
3.2确定各中间工序尺寸 11
3.2.1拉深 11
3.3计算冲压力、选用压力机 11
3.3.1计算压边力 11
3.3.2计算拉深力 12
3.3.3计算翻边力 12
3.3.4压力机的公称压力 12
3.3.5压力机型号的选择 13
3.3.6压力中心的确定 13
4 链轮冲压模具的设计 14
4.1 模具结构形式选择 14
4.2 模具工作零件的设计 15
4.2.1拉深工作部分刃口尺寸计算 15
4.2.2拉深凸、凹模的工作部分尺寸计算 16
4.2.3翻边工作部分的尺寸计算 19
4.3模架的选择 20
4.4模具其它零部件的计算和选取 21
4.4.1压力机型号的确定 21
4.4.2模柄的确定 22
4.4.3螺钉的选用 22
4.4.4圆柱销的选用 23
4.4.5卸料装置的选用 23
4.4.5.1推件板的选用 23
4.4.5.2顶杆的选用 23
4.4.5.3弹性卸料元件的选用 24
5 工作零件的加工工艺 26
5.1模具材料的选用 26
5.2模具工作零件的加工工艺 26
5.2.1拉深凸模的加工工艺过程 26
5.2.2拉深凹模的加工工艺过程 26
5.2.3翻边凸模的加工工艺过程 26
6 链轮模具的安装与调整 27
6.1模具的装配 27
6.2模具的调试 27
设计总结 31
致 谢 32
参考文献 33