设计简介
摘 要
本文结合现有的模具发展技术以及冷冲压技术,针对要设计的小垫片零件级进模设计。确定冲压方案后进行带料排样方案的选择与设计,冲裁及弯曲工艺计算。在此基础上制定了零件的加工工艺,正确卸料方式及级进模的总装结构设计,各部分零件设计以及压力机的选择。主冲裁方案的制定:本次设计采用冲孔-落料级进模模具生产。因为级进模生产只需一副模具,尺寸精度较高且生产效率高,安全检测自动化,操作安全。故采用冲孔落料级进模具设计的形式。
关键词:级进模,小垫片,排样
Abstract
In this paper, combined with the existing mold development technology and cold stamping technology, aiming at the design of progressive die for small pad part level design. Material selection and design of layout design were conducted to determine the stamping scheme, punching and bending process calculation. On the basis of the development of the processing technology of the part, the rightunloading assembly structure design of progressive die cutting pattern and level,all the parts design and press select. Main thrust setting cutting scheme: the design of the punching and blanking progressive die production. Because of the progressive die production needs only one mold, high precision and high production efficiency, safety monitoring automation, safe operation. Thepunching blanking progressive die design form.
Keywords: progressive die, small gasket, packing
目录
1 绪论 2
2 零件工艺分析 5
2.1 工件材料分析 6
2.2 工件结构形状分析 6
2.3 工件尺寸精度分析 7
3 冲压工艺方案的分析和确定 8
4 模具总体结构 9
4.1 模具类型的选择 9
4.2 定位方式的选择 9
4.3 送料方式的确定 9
4.4 出件方式的确定 9
4.5 送料方向的确定 10
4.6 导向方式的确定 10
5 工艺计算 11
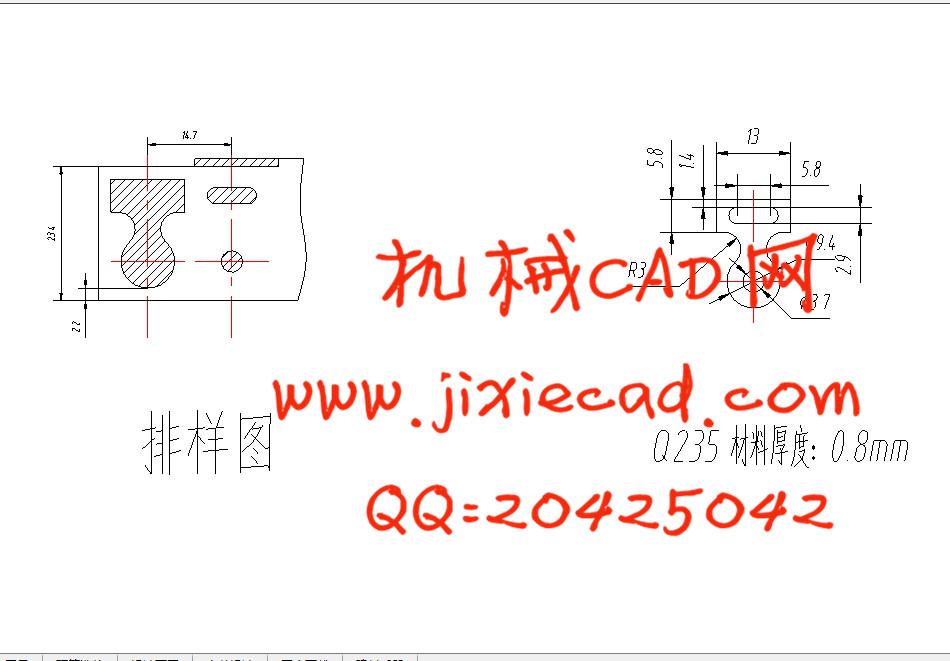
5.1 排样 11
5.1.1 排样方法 11
5.1.2材料利用率 11
5.1.3 条料宽度的计算 12
5.2 冲压力和压力中心的计算 15
5.2.1 冲裁力的计算 15
5.2.2卸料力的计算 15
5.2.3 总冲压力的计算 16
5.3 初选压力机 17
6 冲裁间隙 18
7 刃口尺寸计算 21
7.1 凸、凹模刃口尺寸的基本原则 21
7.2 计算冲裁凸、凹模刃口尺寸的方法 21
8 主要零件的设计 25
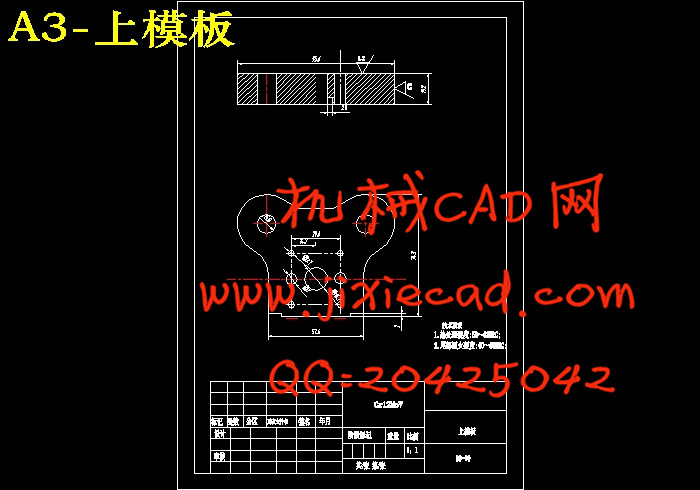
8.1 上下模座的选取 25
8.2 模柄的选取 25
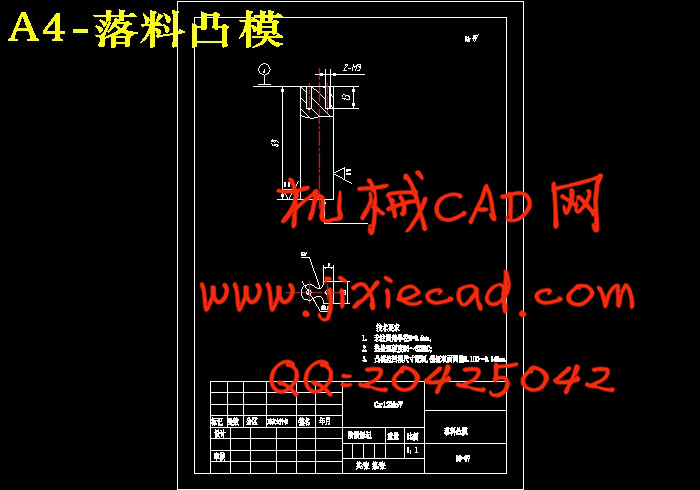
8.3 冲裁凸模、凹模设计 25
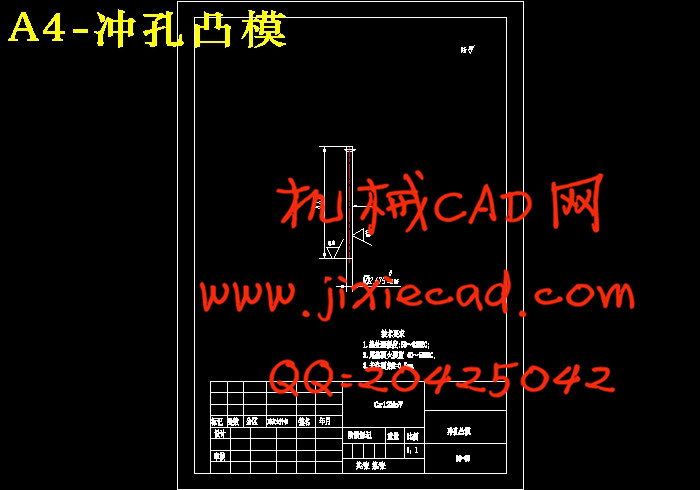
8.3.1 冲孔凸模的设计 25
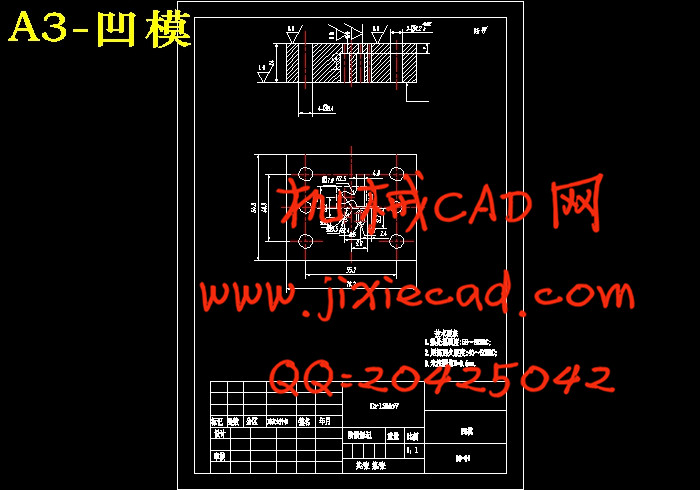
8.3.2 冲裁凹模的设计 26
8.4 导向零件的设计 27
8.4.1 导料板的设计 27
8.4.2 导柱、导套的选取 29
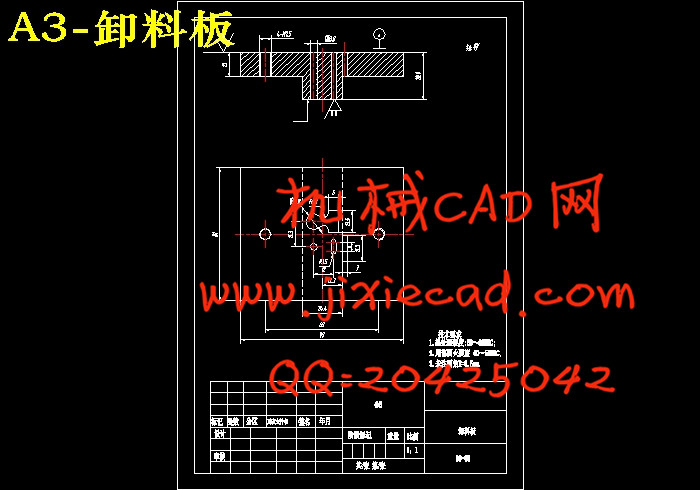
8.5 卸料板的设计 29
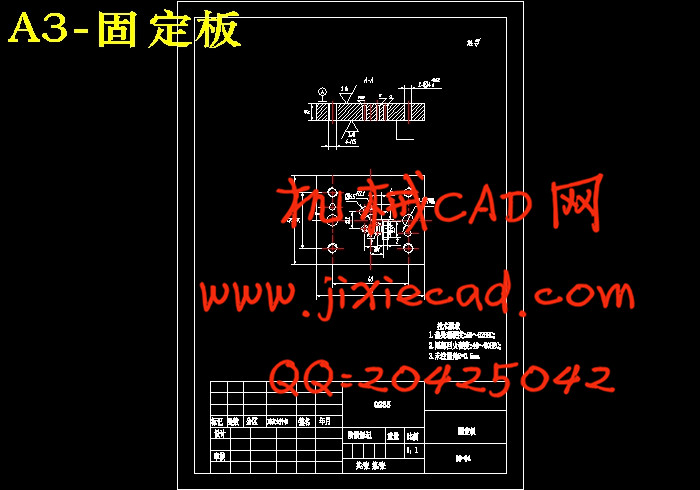
8.6 固定板的选取 29
9 压力机技术参数校核 30
10 绘制模具总装图及零件图 31
10.1 装配图绘制 31
11 模具的装配、调试和检测 32
11.1 模具的装配 32
11.2 冲裁模具的调试 33
11.3 模具的检测 34
结论 35
致 谢 36
参考文献 37
本文结合现有的模具发展技术以及冷冲压技术,针对要设计的小垫片零件级进模设计。确定冲压方案后进行带料排样方案的选择与设计,冲裁及弯曲工艺计算。在此基础上制定了零件的加工工艺,正确卸料方式及级进模的总装结构设计,各部分零件设计以及压力机的选择。主冲裁方案的制定:本次设计采用冲孔-落料级进模模具生产。因为级进模生产只需一副模具,尺寸精度较高且生产效率高,安全检测自动化,操作安全。故采用冲孔落料级进模具设计的形式。
关键词:级进模,小垫片,排样
Abstract
In this paper, combined with the existing mold development technology and cold stamping technology, aiming at the design of progressive die for small pad part level design. Material selection and design of layout design were conducted to determine the stamping scheme, punching and bending process calculation. On the basis of the development of the processing technology of the part, the rightunloading assembly structure design of progressive die cutting pattern and level,all the parts design and press select. Main thrust setting cutting scheme: the design of the punching and blanking progressive die production. Because of the progressive die production needs only one mold, high precision and high production efficiency, safety monitoring automation, safe operation. Thepunching blanking progressive die design form.
Keywords: progressive die, small gasket, packing
目录
1 绪论 2
2 零件工艺分析 5
2.1 工件材料分析 6
2.2 工件结构形状分析 6
2.3 工件尺寸精度分析 7
3 冲压工艺方案的分析和确定 8
4 模具总体结构 9
4.1 模具类型的选择 9
4.2 定位方式的选择 9
4.3 送料方式的确定 9
4.4 出件方式的确定 9
4.5 送料方向的确定 10
4.6 导向方式的确定 10
5 工艺计算 11
5.1 排样 11
5.1.1 排样方法 11
5.1.2材料利用率 11
5.1.3 条料宽度的计算 12
5.2 冲压力和压力中心的计算 15
5.2.1 冲裁力的计算 15
5.2.2卸料力的计算 15
5.2.3 总冲压力的计算 16
5.3 初选压力机 17
6 冲裁间隙 18
7 刃口尺寸计算 21
7.1 凸、凹模刃口尺寸的基本原则 21
7.2 计算冲裁凸、凹模刃口尺寸的方法 21
8 主要零件的设计 25
8.1 上下模座的选取 25
8.2 模柄的选取 25
8.3 冲裁凸模、凹模设计 25
8.3.1 冲孔凸模的设计 25
8.3.2 冲裁凹模的设计 26
8.4 导向零件的设计 27
8.4.1 导料板的设计 27
8.4.2 导柱、导套的选取 29
8.5 卸料板的设计 29
8.6 固定板的选取 29
9 压力机技术参数校核 30
10 绘制模具总装图及零件图 31
10.1 装配图绘制 31
11 模具的装配、调试和检测 32
11.1 模具的装配 32
11.2 冲裁模具的调试 33
11.3 模具的检测 34
结论 35
致 谢 36
参考文献 37