设计简介
摘要
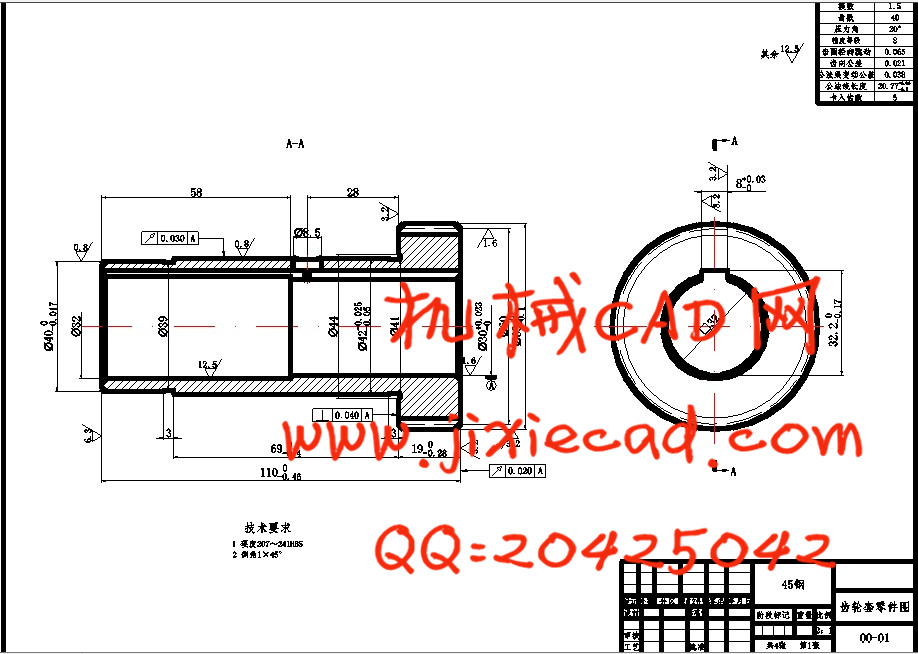
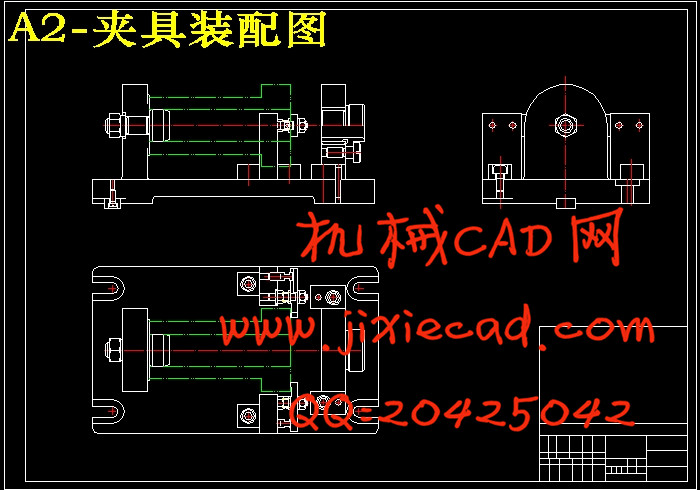
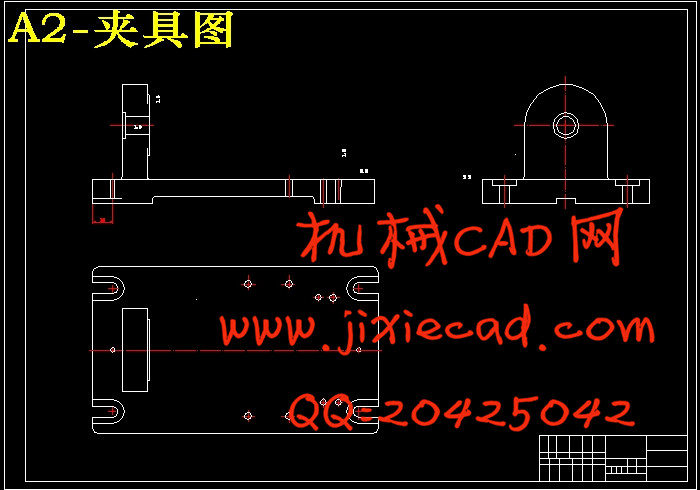
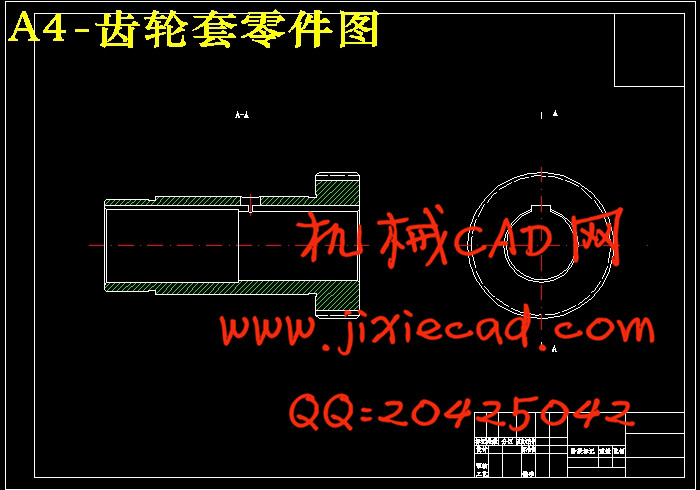
本文是对齿轮套零件加工应用及加工的工艺性分析,主要包括对零件图的分析、毛坯的选择、零件的装夹、工艺路线的制订、刀具的选择、切削用量的确定、加工工艺文件的填写。选择正确的加工方法,设计合理的加工工艺过程。此外还对轴承座零件的一道工序的加工设计了专用夹具.机床夹具的种类很多,其中,使用范围最广的通用夹具,规格尺寸多已标准化,并且有专业的工厂进行生产。而广泛用于批量生产,专为某工件加工工序服务的专用夹具,则需要各制造厂根据工件加工工艺自行设计制造。本论文夹具设计的主要内容是设计齿轮套齿轮上加工Φ30孔的镗床夹具设计。
目录
摘要 3
第一章 绪论 4
第二章 齿轮套的加工工艺规程规定 5
2.1 零件的分析 5
2.1.1零件的作用 5
2.1.2零件的工艺分析 5
2.2 确定生产类型 6
2.3 确定毛坯 6
2.3.1 确定毛坯种类 6
2.3.2 确定铸造加工量及形状 6
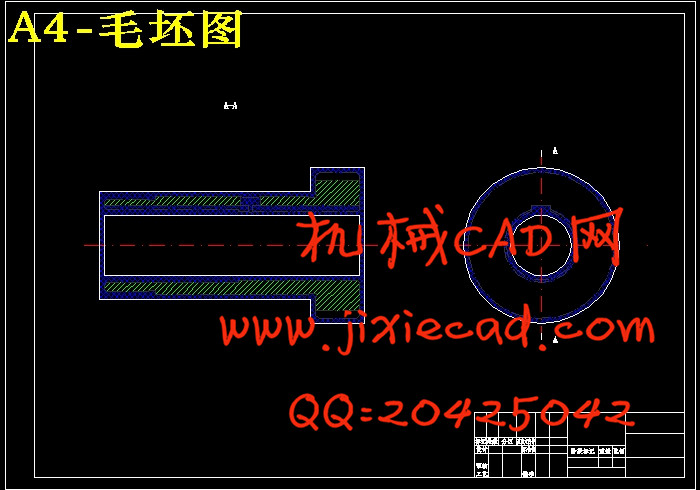
2.3.3 绘制毛坯图 8
2.4 工艺规程设计 8
2.4.1 选择定位基准 8
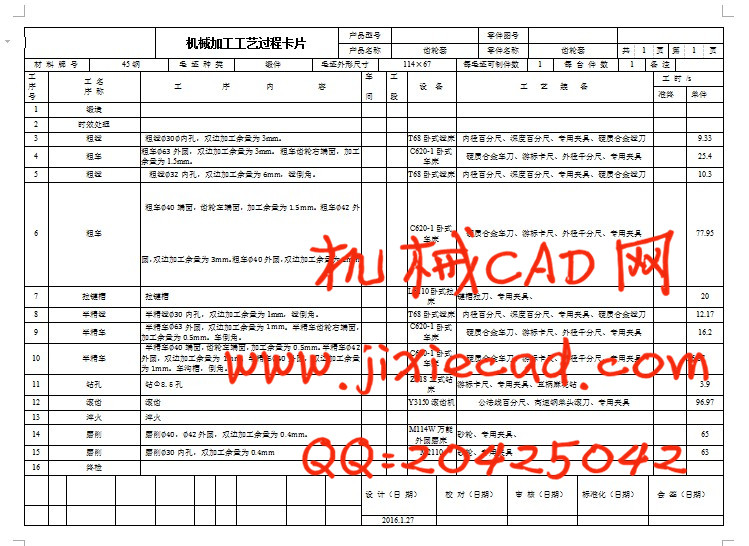
2.4.2 制定工艺路线 9
2.4.3 选择加工设备和工艺设备 10
2.4.4 机械加工余量、工序尺寸及公差的确定 11
2.5 确定切削用量及基本工时 13
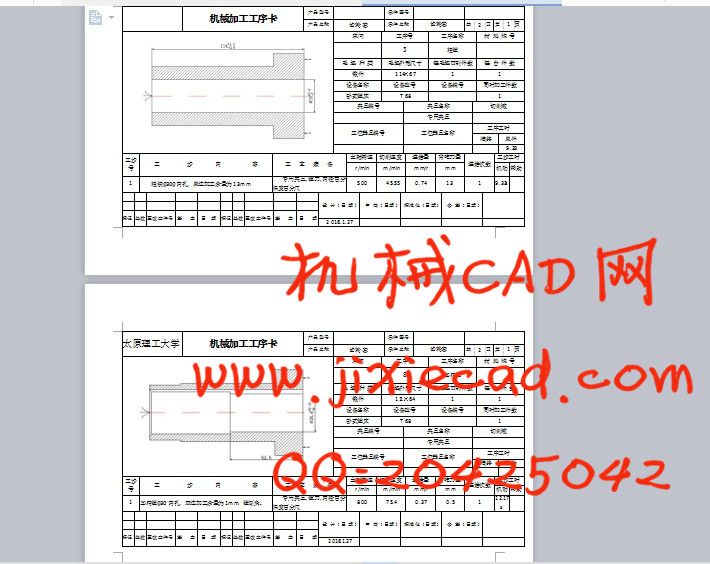
2.5.1粗镗Φ30内孔 13
2.5.2粗车Φ67外圆及齿轮右端面 13
2.5.3粗镗Φ32内孔 16
2.5.4 粗车左端面及Φ46.4外圆、Φ43.4外圆 17
2.5.5拉键槽 18
2.5.6半精镗Φ30内孔 19
2.5.7 半精车Φ63 20
2.5.8半精车Φ43.4,Φ41.4外圆,端面 21
2.5.9钻Φ8.5孔 23
2.5.10滚齿 24
2.5.11 磨削外圆 25
2.5.12 磨削内孔 26
2.6 本章小结 27
第三章 镗Φ30内孔夹具设计 28
3.1设计要求 28
3.2 夹具设计 28
3.2.1 定位基准的选择 28
3.2.2 切削力及夹紧力的计算 28
3.3 定位误差的分析 31
参考文献 33
致谢 34