设计简介
摘 要
在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间。关键词:工艺规程;定位误差;夹紧;加工余量;夹紧力
ABSTRACT
Enable producing the target in process of production (raw materials, the blank , state of quality and quantity on part become always ) take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. and call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally.
Keywords:Technical instruction, position error ,clump , the surplus of processing ,clamp strength
目 录
摘 要................................................................................................................................. I
绪 论................................................................................................................................. 1
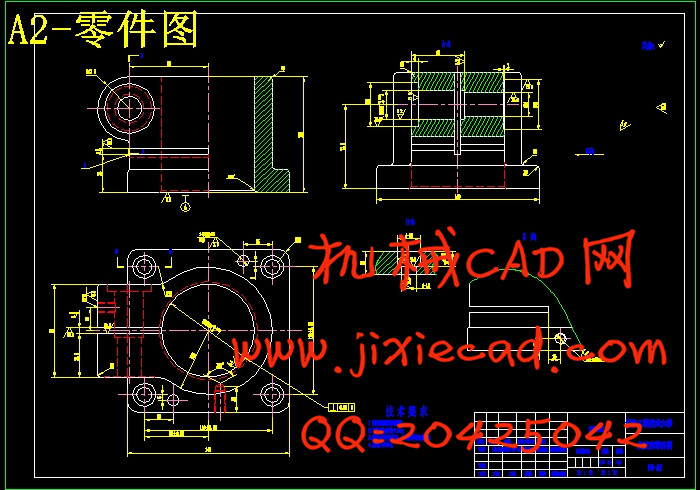
第1章 车床左支座零件的分析及毛坯的确定............................................................. 2
1.1 车床左支座的作用和工艺分析....................................................................................... 2
1.1.1 零件的作用................................................................................................................ 2
1.1.2 零件的工艺分析......................................................................................................... 3
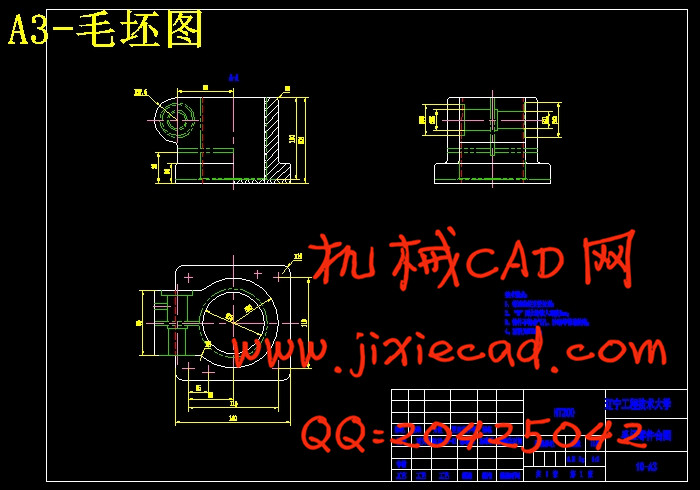
1.2 零件毛坯的确定............................................................................................................ 3
1.2.1 毛坯材料的制造形式及热处理.................................................................................... 3
1.2.2 毛坯结构的确定......................................................................................................... 4
第2章 车床左支座的加工工艺设计............................................................................. 6
2.1 工艺过程设计中应考虑的主要问题................................................................................ 6
2.1.1 加工方法选择的原则.................................................................................................. 6
2.1.2 加工阶段的划分......................................................................................................... 6
2.1.3 加工顺序的安排......................................................................................................... 7
2.1.4 工序的合理组合......................................................................................................... 8
2.2 基准的选择................................................................................................................... 8
2.2.1 粗基准和精基准的具体选择原则................................................................................. 8
2.2.2 选择本题零件的基准.................................................................................................. 9
2.3 机床左支座的工艺路线分析与制定.............................................................................. 10
2.3.1 工序顺序的安排的原则............................................................................................. 10
2.3.2 工艺路线分析及制定................................................................................................. 10
2.4 机械加工余量.............................................................................................................. 13
2.4.1 影响加工余量的因素................................................................................................. 13
2.4.2 机械加工余量、工序尺寸以及毛坯余量的确定.......................................................... 13
2.5 确定切削用量及基本工时............................................................................................ 16
2.5.1 工序一 粗铣Ø80H9(
2.5.2 工序二 粗镗Ø80H9内孔.......................................................................................... 19
2.5.3 工序三 精铣Ø80H9大端端面................................................................................... 20
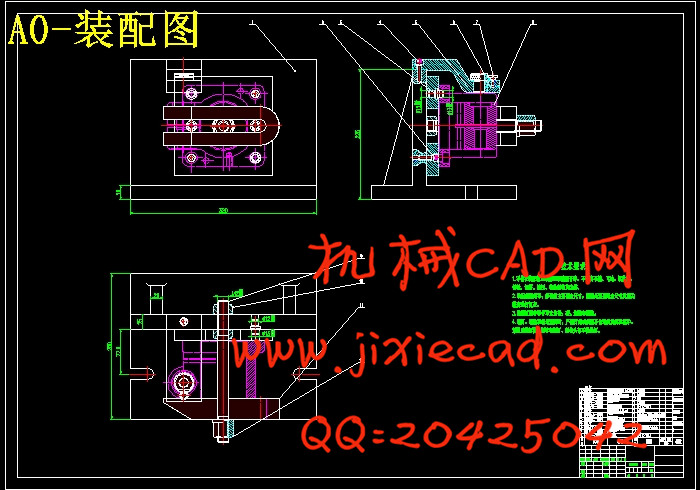
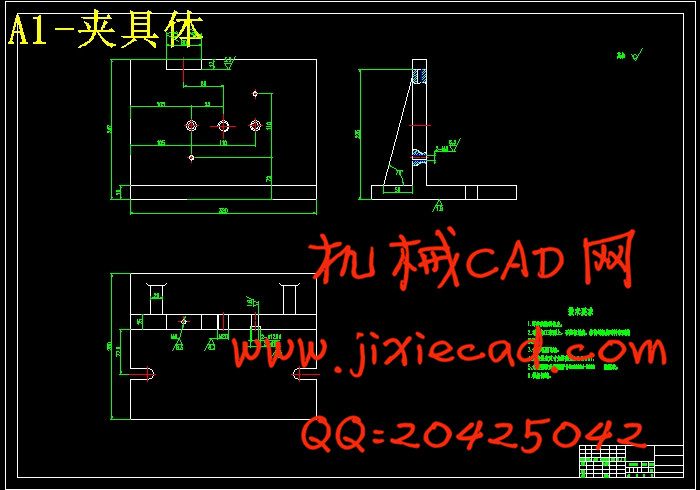
第3章 专用夹具设计................................................................................................... 23
致 谢............................................................................................................................... 24
参考文献......................................................................................................................... 25
附 录............................................................................................................................... 26