设计简介
摘要
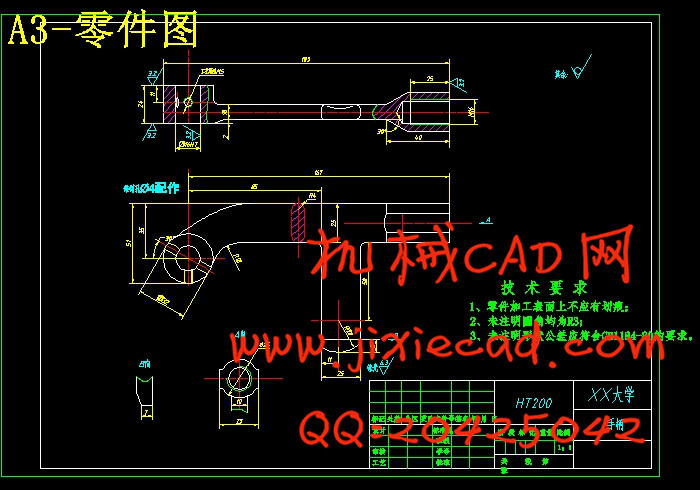
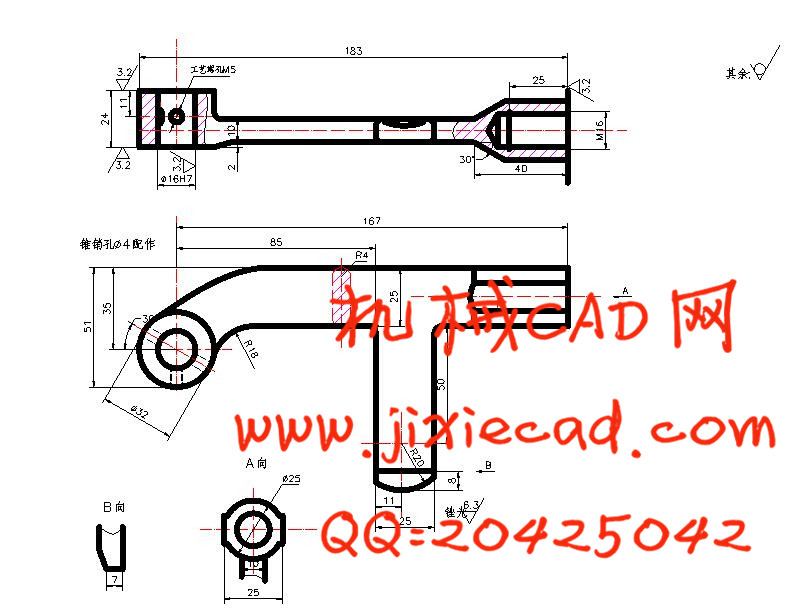
本文是对手柄(C1318自动车床手柄)零件加工应用及加工的工艺性分析,主要包括对零件图的分析、毛坯的选择、零件的装夹、工艺路线的制订、刀具的选择、切削用量的确定、加工工艺文件的填写。选择正确的加工方法,设计合理的加工工艺过程。此外还对手柄(C1318自动车床手柄)零件的两道工序的加工设计了专用夹具.
机床夹具的种类很多,其中,使用范围最广的通用夹具,规格尺寸多已标准化,并且有专业的工厂进行生产。而广泛用于批量生产,专为某工件加工工序服务的专用夹具,则需要各制造厂根据工件加工工艺自行设计制造。本论文夹具设计的主要内容是设计手柄(C1318自动车床手柄)钻床夹具设计。
关键词:手柄(C1318自动车床手柄),加工工艺,加工方法,工艺文件,夹具
Abstract
This article is for the bearing parts processing application and processing technology and analysis, including the parts of the plan, the choice of blank, the clamping, the craft route making, tool selection, the determination of cutting conditions, processing documents. Choose the correct processing methods, design the reasonable process. In addition to the bearing part two process designing special fixture.
Machine tool fixture of many kinds, among them, the most widely used common fixture, size specifications have been standardized, and a professional production plant. While widely used in batch production, specially for a workpiece processing services for the fixture, it needs each factory according to workpiece machining technology to design and manufacture. In this paper, fixture design are the main contents of design the bearing seat hole end milling fixture and cover mounting hole drilling fixture design.
Key Words: Bearing seat, processing technology, processing method, process documentation, fixture
目 次
第1章 序 言... 6
第2章 手柄(C1318自动车床手柄)的加工工艺规程设计... 7
2.1零件的分析... 7
2.1.1零件的作用... 7
2.1.2零件的工艺分析... 7
2.2确定生产类型... 8
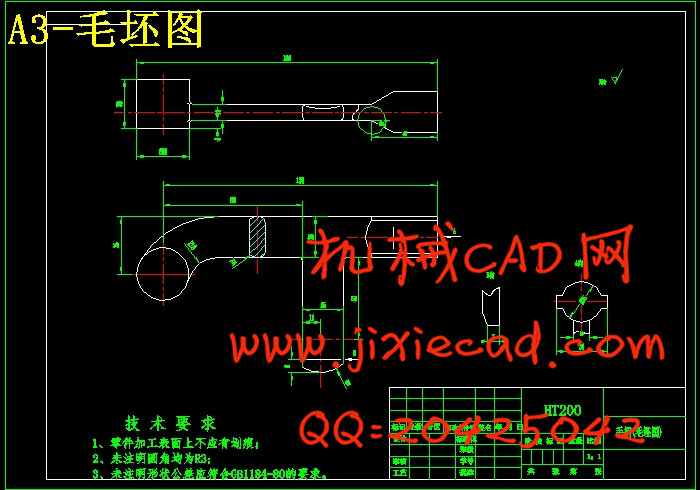
2.3确定毛坯... 9
2.3.1确定毛坯种类... 9
2.3.2确定铸造加工余量及形状... 9
2.3.3绘制铸造零件图... 10
2.4工艺规程设计... 10
2.4.1选择定位基准... 10
2.4.2 零件表面加工方法的选择... 11
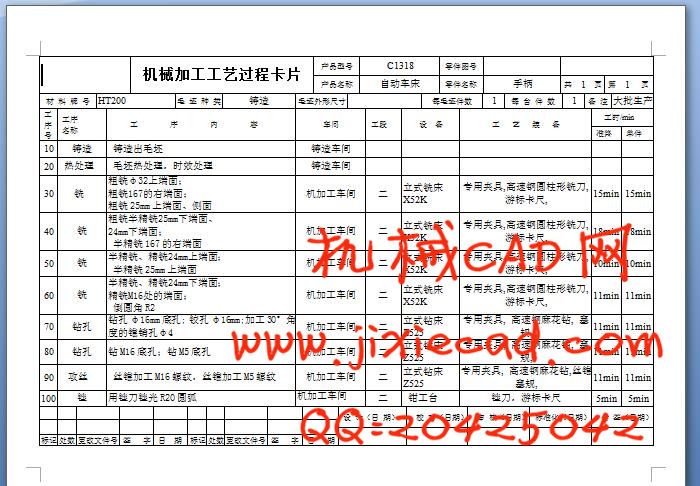
2.4.3制定工艺路线... 11
2.4.4选择加工设备和工艺设备... 14
2.4.5机械加工余量、工序尺寸及公差的确定... 14
2.5确定切削用量及基本工时... 15
2.6本章小结... 21
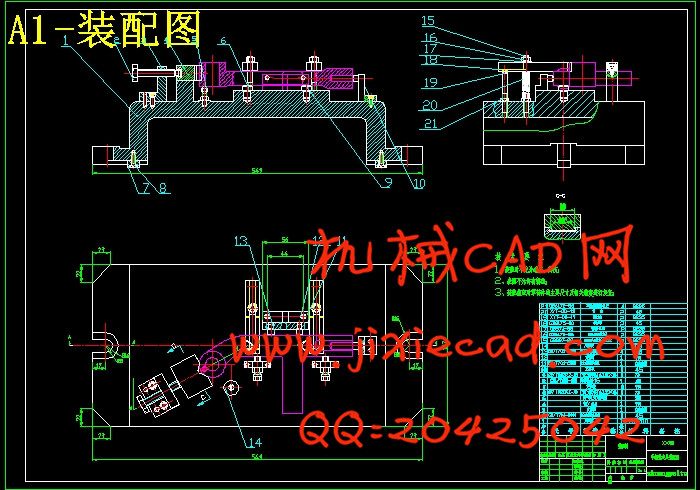
第3章 铣Ø32上端面夹具设计... 23
3.1 研究原始质料... 23
3.2 定位、夹紧方案的选择... 23
3.3切削力及夹紧力的计算... 23
3.4 误差分析与计算... 26
3.5夹紧装置的选用... 27
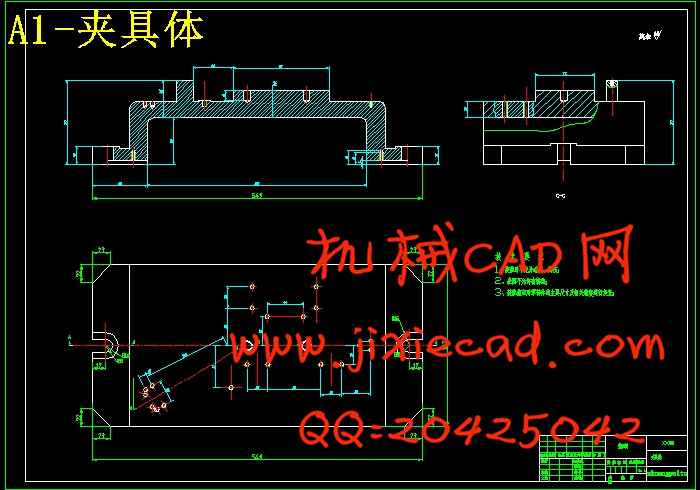
3.6 确定夹具体结构尺寸和总体结构... 27
3.7 夹具设计及操作的简要说明... 28
结 论... 29
参考文献... 30
致谢... 31
本文是对手柄(C1318自动车床手柄)零件加工应用及加工的工艺性分析,主要包括对零件图的分析、毛坯的选择、零件的装夹、工艺路线的制订、刀具的选择、切削用量的确定、加工工艺文件的填写。选择正确的加工方法,设计合理的加工工艺过程。此外还对手柄(C1318自动车床手柄)零件的两道工序的加工设计了专用夹具.
机床夹具的种类很多,其中,使用范围最广的通用夹具,规格尺寸多已标准化,并且有专业的工厂进行生产。而广泛用于批量生产,专为某工件加工工序服务的专用夹具,则需要各制造厂根据工件加工工艺自行设计制造。本论文夹具设计的主要内容是设计手柄(C1318自动车床手柄)钻床夹具设计。
关键词:手柄(C1318自动车床手柄),加工工艺,加工方法,工艺文件,夹具
Abstract
This article is for the bearing parts processing application and processing technology and analysis, including the parts of the plan, the choice of blank, the clamping, the craft route making, tool selection, the determination of cutting conditions, processing documents. Choose the correct processing methods, design the reasonable process. In addition to the bearing part two process designing special fixture.
Machine tool fixture of many kinds, among them, the most widely used common fixture, size specifications have been standardized, and a professional production plant. While widely used in batch production, specially for a workpiece processing services for the fixture, it needs each factory according to workpiece machining technology to design and manufacture. In this paper, fixture design are the main contents of design the bearing seat hole end milling fixture and cover mounting hole drilling fixture design.
Key Words: Bearing seat, processing technology, processing method, process documentation, fixture
目 次
第1章 序 言... 6
第2章 手柄(C1318自动车床手柄)的加工工艺规程设计... 7
2.1零件的分析... 7
2.1.1零件的作用... 7
2.1.2零件的工艺分析... 7
2.2确定生产类型... 8
2.3确定毛坯... 9
2.3.1确定毛坯种类... 9
2.3.2确定铸造加工余量及形状... 9
2.3.3绘制铸造零件图... 10
2.4工艺规程设计... 10
2.4.1选择定位基准... 10
2.4.2 零件表面加工方法的选择... 11
2.4.3制定工艺路线... 11
2.4.4选择加工设备和工艺设备... 14
2.4.5机械加工余量、工序尺寸及公差的确定... 14
2.5确定切削用量及基本工时... 15
2.6本章小结... 21
第3章 铣Ø32上端面夹具设计... 23
3.1 研究原始质料... 23
3.2 定位、夹紧方案的选择... 23
3.3切削力及夹紧力的计算... 23
3.4 误差分析与计算... 26
3.5夹紧装置的选用... 27
3.6 确定夹具体结构尺寸和总体结构... 27
3.7 夹具设计及操作的简要说明... 28
结 论... 29
参考文献... 30
致谢... 31