设计简介
摘 要
目的:机床夹具是重要的机械制造工艺设备。开发机床夹具的标准零部件图库,可在一定程度上减少夹具设计,使用者的工作量,在机械设计中利用计算机技术,实现组合夹具的计算机辅助设计和计算,可是设计人员把更多的时间投入到创造性工作中去以达到缩短产品开发周期的目的。内容:机床夹具的标准件绘制可采用Pro/ENGINEER和CAD软件,其中Pro/ENGINEER通过定义特征来创建零件,而CAD可用来表达二维工程图和装配图。根据工件结构形状及所选夹具制定相关的加工工序。
结论:了解加工所用的设备、辅助工具中和设计夹具有关的技术性能、规格和工具车间的技术水平。必要时需要了解同类工件的加工方法和所用夹具的情况。
关键词:机床夹具;CAD软件;Pro/ENGINEER;二维工程图
Abstract
Objective: to the machine tool's fixture is important mechanical manufacturing process equipment. Development of the machine tool's fixture gallery, can be in standard parts to a certain extent, reduce fixture design, user outputs in mechanical design, using computer technology to realize in computer aided modular fixture design and calculating, but designers put more time into creative work in order to achieve the purpose of shorten the development cycle.Content: the machine tool's fixture can be used in the standard drawing Pro/e and CAD software, including Pro/e by defining features to create parts, and CAD available to express two-dimensional engineering graphics and assembly drawing. According to the workpiece structure shape and the selected fixture and make the relevant processing operations.
Conclusion: understand processing equipment, auxiliary tools used and design fixtures related technical performance, specifications and tools workshop level of technology. When necessary need to understand the processing method and similar workpiece used the fixture.
Key Words: the machine tool's fixture; CAD software; Pro/e; Two-dimensional engineering graphics
目 录
摘 要... II
Abstract.. II
主要符号表... III
1 绪 论... 1
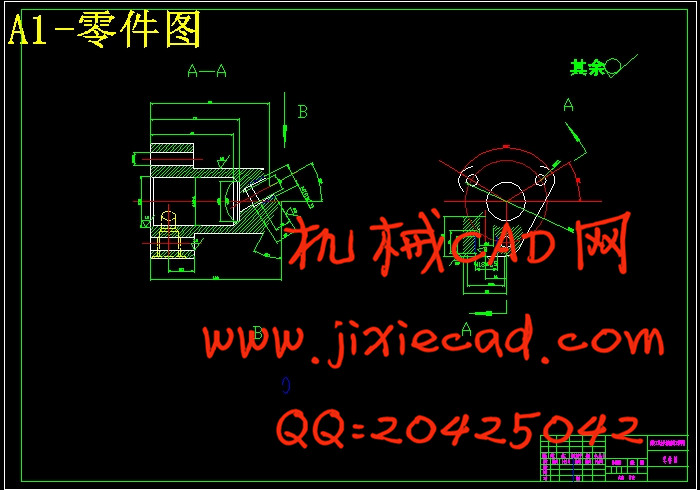
2 零件的分析... 4
2.1零件的作用... 4
2.2零件的工艺分析... 4
2.3零件的生产类型... 5
3 工艺规程设计... 6
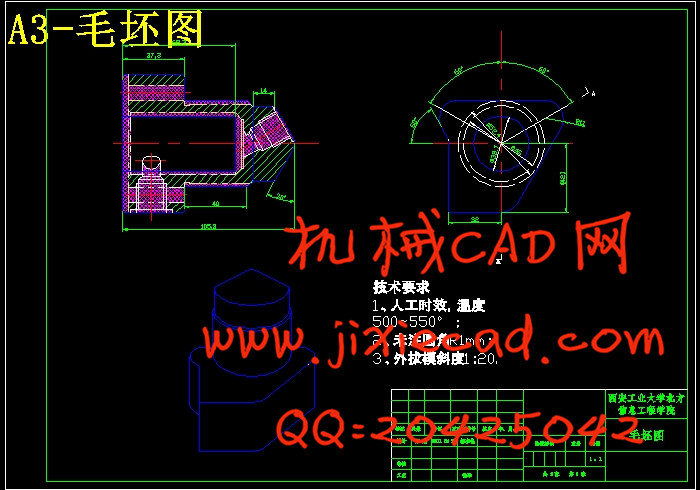
3.1零件毛坯的设计... 6
3.1.1选择毛坯... 6
3.1.2毛坯尺寸公差与机械加工余量的确定... 6
3.1.3确定毛坯尺寸... 6
3.1.4设计毛坯图... 8
3.2零件的加工工艺设计... 8
3.2.1定位基准的选择... 8
3.2.2零件表面加工方法的选择... 8
3.2.3拟订工艺路线... 9
3.2.4工序设计... 11
3.2.5确定切削用量及基本工时... 13
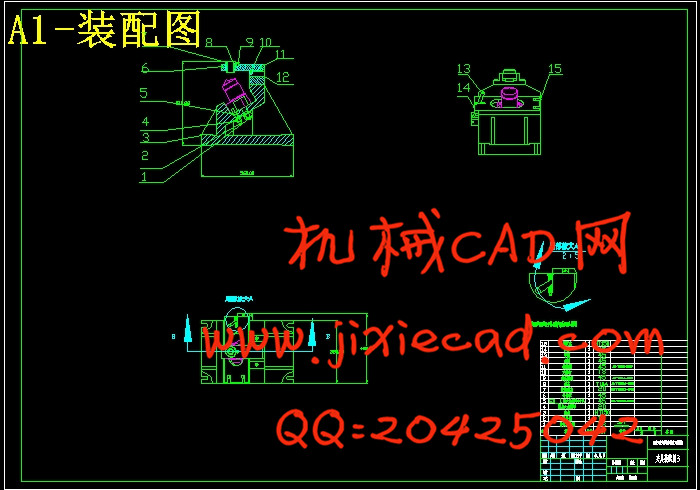
4 夹具设计1. 21
4.1工件的定位... 21
4.1.1定位方案... 21
4.1.2夹紧装置... 21
4.2夹紧力的计算... 22
4.3对刀装置... 22
4.4结构特点... 22
5 夹具设计2. 24
5.1工件的定位... 24
5.1.1定位方案... 24
5.1.2夹紧装置... 24
5.2定位误差分析... 24
5.3夹紧力的计算... 25
5.4对刀装置... 25
5.5结构特点... 26
5.6结构... 26
6 夹具设计3. 27
6.1工件的定位... 27
6.1.1定位方案... 27
6.1.2计算定位销尺寸... 28
6.1.3夹紧装置... 29
6.2定位误差分析... 29
6.3对刀装置... 30
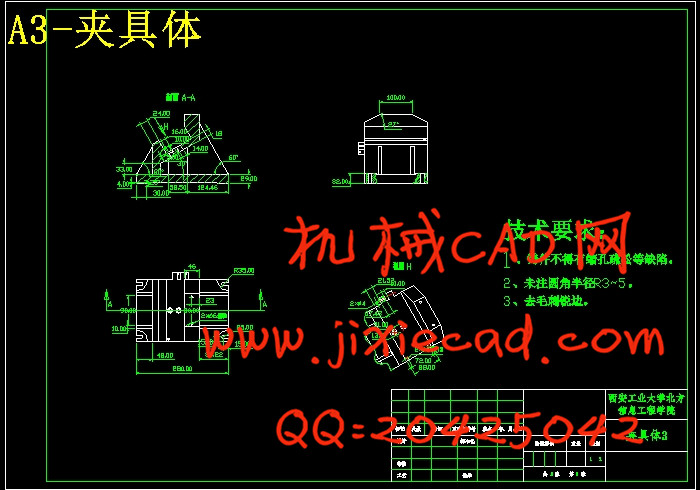
6.4夹具体... 30
6.5结构特点... 30
7总 结... 32
参 考 文 献... 33
致 谢... 34
毕业设计(论文)知识产权声明... 35
毕业设计(论文)独创性声明... 36
1 绪 论
改革开放以来,机械工业充分利用国内外两方面的技术资源,有计划地进行企业的技术改造,引导企业走依靠科技进步的道路,使制造技术、产品质量和水平以及经济效益有了很大的提高,为繁荣国内市场、扩大出口创汇、推动国民经济的发展起了重要作用。夹具从产生到现在,大约可以分为三个阶段:第一个阶段主要表现在夹具与人的结合上,这是夹具主要是作为人的单纯的辅助工具,是加工过程加速和趋于完善;第二阶段,夹具成为人与机床之间的桥梁,夹具的机能发生变化,它主要用于工件的定位和夹紧。人们越来越认识到,夹具与操作人员改进工作及机床性能的提高有着密切的关系,所以对夹具引起了重视;第三阶段表现为夹具与机床的结合,夹具作为机床的一部分,成为机械加工中不可缺少的工艺装备。
随着机械工业的迅速发展,对产品的品种和生产率提出了愈来愈高的要求,使多品种,中小批生产作为机械生产的主流,为了适应机械生产的这种发展趋势,必然对机床夹具提出更高的要求。
目前,大批量生产正逐渐成为现代机械制造业新的生产模式。在这种模式中,要求加工机床和夹具装备具有更好的柔性,以缩短生产准备时间、降低生产成本,所以,按手动夹紧的方法已不能满足生产发展的要求,而气动、液压夹紧等夹具正是适应这一生产模式的工装设备。它对缩短工艺装备的设计、制造周期起到至关重要的作用。国外为了适应这种生产模式,也把柔性制造系统作为开发新产品的有效手段,并将其作为机械制造业的主要发展。
夹具是机械加工不可缺少的部件,在机床技术向高速、高效、精密、复合、智能、环保方向发展的带动下,夹具技术正朝着高精、高效、模块、组合、通用、经济方向发展。
a.高精随着机床加工精度的提高,为了降低定位误差,提高加工精度对夹具的制造精度要求更高高精度夹具的定位孔距精度高达±5μm,夹具支承面的垂直度达到0.01mm/300mm,平行度高达0.01mm/500mm。德国demmeler(戴美乐)公司制造的4m长、2m宽的孔系列组合焊接夹具平台,其等高误差为±0.03mm;精密平口钳的平行度和垂直度在5μm以内;夹具重复安装的定位精度高达±5μm;瑞士EROWA柔性夹具的重复定位精度高达2~5μm。机床夹具的精度已提高到微
米级,世界知名的夹具制造公司都是精密机械制造企业。诚然,为了适应不同行业的需求和经济性,夹具有不同的型号,以及不同档次的精度标准供选择。
b.高效为了提高机床的生产效率,双面、四面和多件装夹的夹具产品越来越多。为了减少工件的安装时间,各种自动定心夹紧、精密平口钳、杠杆夹紧、凸轮夹紧、气动和液压夹紧等,快速夹紧功能部件不断地推陈出新。新型的电控永磁夹具,加紧和松开工件只用1~2秒,夹具结构简化,为机床进行多工位、多面和多件加工创造了条件。为了缩短在机床上安装与调整夹具的时间,瑞典3R夹具仅用1分钟,即可完成线切割机床夹具的安装与校正。采用美国Jergens(杰金斯)公司的球锁装夹系统,1分钟内就能将夹具定位和锁紧在机床工作台上,球锁装夹系统用于柔性生产线上更换夹具,起到缩短停机时间,提高生产效率的作用。
c.模块、组合夹具元件模块化是实现组合化的基础。利用模块化设计的系列化、标准化夹具元件,快速组装成各种夹具,已成为夹具技术开发的基点。省工、省时,节材、节能,体现在各种先进夹具系统的创新之中。模块化设计为夹具的计算机辅助设计与组装打下基础,应用CAD技术,可建立元件库、典型夹具库、标准和用户使用档案库,进行夹具优化设计,为用户三维实体组装夹具。模拟仿真刀具的切削过程,既能为用户提供正确、合理的夹具与元件配套方案,又能积累使用经验,了解市场需求,不断地改进和完善夹具系统。组合夹具分会与华中科技大学合作,正在着手创建夹具专业技术网站,为夹具行业提供信息交流、夹具产品咨询与开发的公共平台,争取实现夹具设计与服务的通用化、远程信息化和经营电子商务化。
d.通用、经济夹具的通用性直接影响其经济性。采用模块、组合式的夹具系统,一次性投资比较大,只有夹具系统的可重组性、可重构性及可扩展性功能强,应用范围广,通用性好,夹具利用率高,收回投资快,才能体现出经济性好。德国demmeler(戴美乐)公司的孔系列组合焊接夹具,仅用品种、规格很少的配套元件,即能组装成多种多样的焊接夹具。元件的功能强,使得夹具的通用性好,元件少而精,配套的费用低,经济实用才有推广应用的价值。具都显得尤为重要,现在,柔性专机、可重新配置的机床及专用加工中心的组合应用,使得发动机零件的加工变得越来越柔性化,具体情况取决于每个加工项目的产量配额,使用液压夹具的主要优势是能节省夹紧和松卸工件时所花的大量的时间。有关统计资料表明液压夹紧相比机械夹紧节省90%~95%的时间,缩小了生产循环周期,从而增加了产量也就意味着降低了成本。
综上,根据机械加工工艺及夹具设计的发展方向,现在的一般加工条件已不能满足现在的技术要求。所以以后的多为数控技术、自动化技术、系统化。主要体现其高效率、高精度、高可靠性、专业化程度深。这就要求从事这方面的高科技人才,就我们现在所学的知识还远远不够。所以我们在以后的学习工作中要多学习这些方面的知识,不断的充实自己,使自己的综合能力不断提高,从而跟上科技发展的脚步。