设计简介
摘要
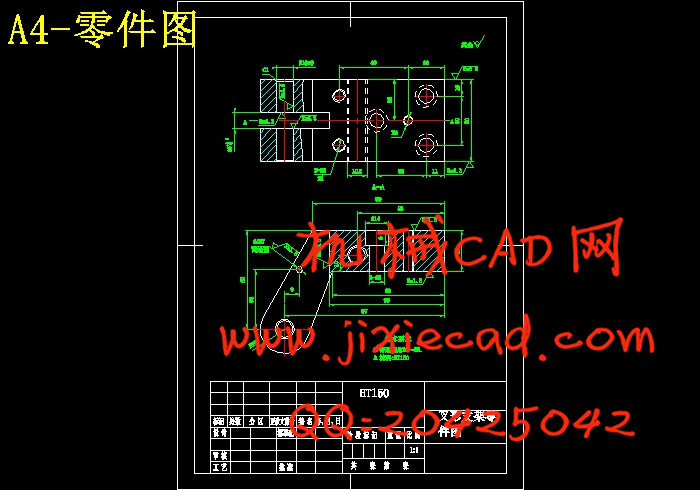
本次设计是叉形支架件的加工工艺规程及一些工序的专用夹具设计。叉形支架的主要加工表面是平面及孔。由加工工艺原则可知,保证平面的加工精度要比保证孔的加工精度容易。所以本设计遵循先面后孔的原则。并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。基准选择以工件前面、工件前端面及工件右侧面作为定位粗基准,以叉形支架后面作为精基准。
关键词:叉形支架;加工工艺;专用夹具
Abstract
This design is the design of special fixture manufacturing process fork bracket and some work. The main processing surface is flat and hole trestle. By the principle known processing, ensure the machining accuracy of plane than hole machining accuracy to ensure easy. So the design follows the surface after the first hole principle. And the hole and the plane processing clearly divided into roughing and finishing stages of processing to ensure accuracy. Datum selection to the workpiece, the workpiece and the workpiece surface in front of the right side as the positioning benchmark crude, the fork bracket behind as a fine benchmark.Keywords: trestle; processing technology; fixture
目录
摘要· 2
Abstract 3
1 零件的分析· 5
1.1 零件的作用· 5
1.2 零件的工艺分析· 6
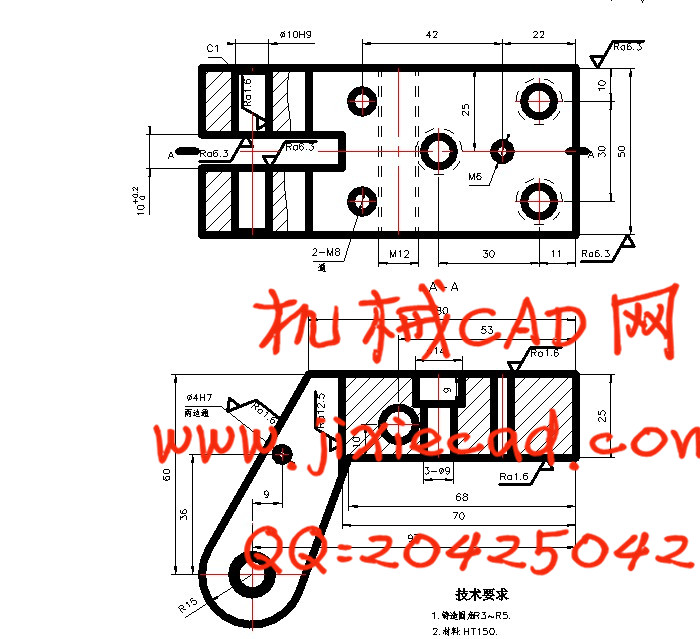
1.2.1零件图· 6
1.2.2加工表面及孔· 6
2 确定零件的生产类型· 7
2.1 零件的生产类型· 7
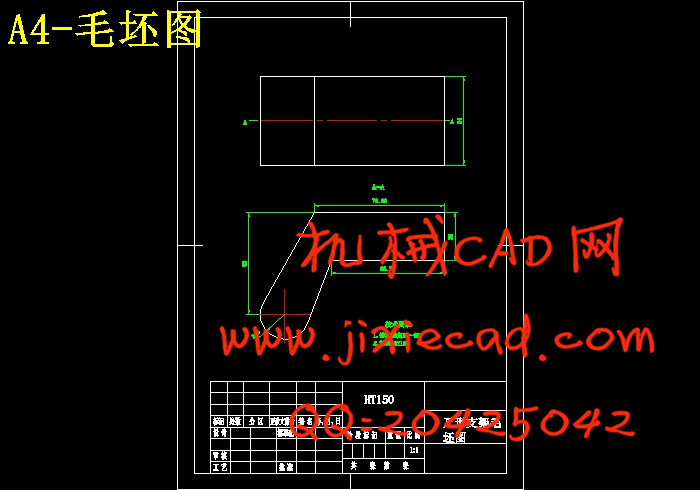
2.2 毛坯的确定· 8
2.2.1 确定毛坯的种类及其制造方法· 8
2.2 2确定注件加工余量· 8
2.2.3 绘制铸件毛坯图· 9
3 定位基准的选择· 10
3.1选择粗基准· 10
3.2选择精基准· 10
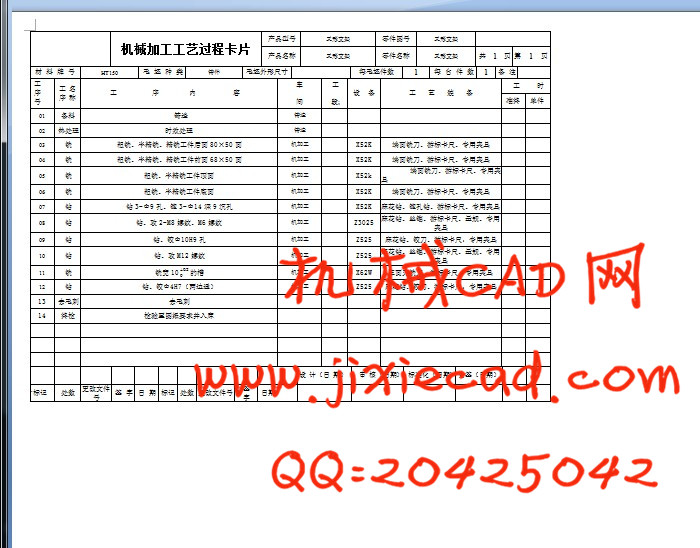
4 制定机械加工工艺路线· 11
5 机械加工余量,工序尺寸及公差的确定· 12
5.1加工余量和工序尺寸的确定· 12
5.2确定切削用量及时间按定额· 13
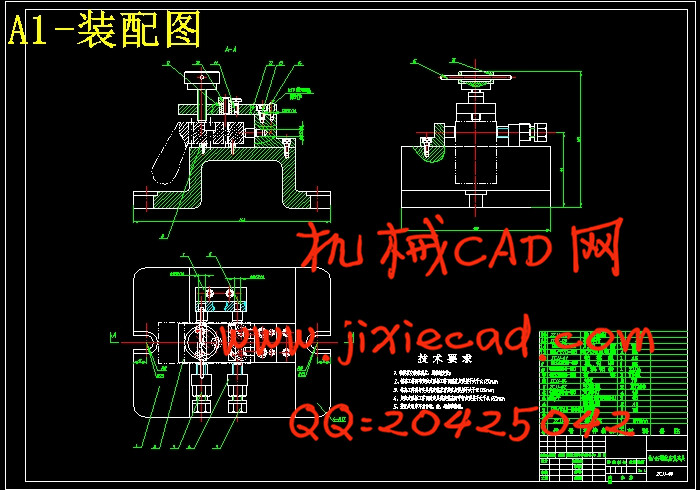
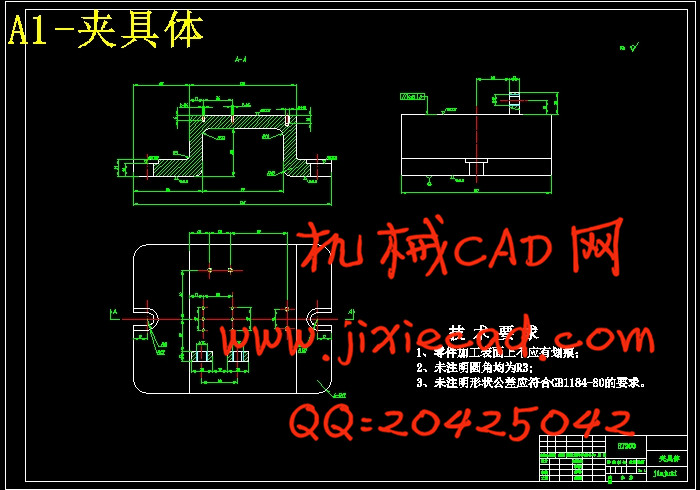
6 (钻M6螺纹底孔)夹具设计· 24
6.1设计要求· 24
6.2夹具设计· 25
6.2.1 定位基准的选择· 25
6.2.2 切削力及夹紧力的计算· 25
6.3定位误差的分析· 26
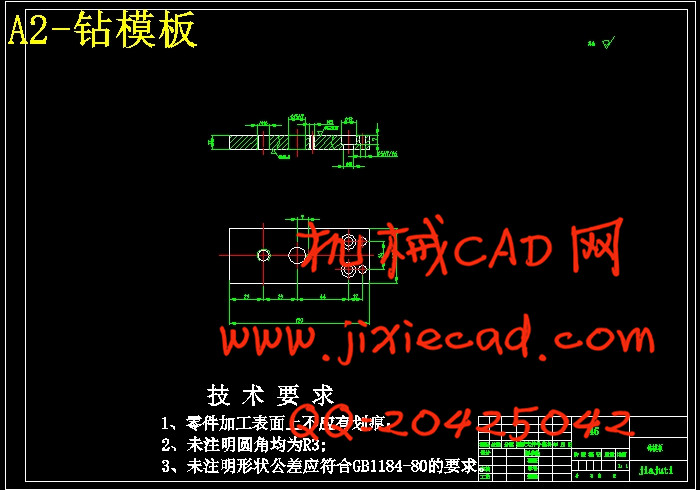
6.4 钻套、衬套、钻模板设计与选用· 26
6.5夹具设计及操作的简要说明· 28
总 结· 29
参考文献· 30
致 谢· 31