设计简介
摘 要
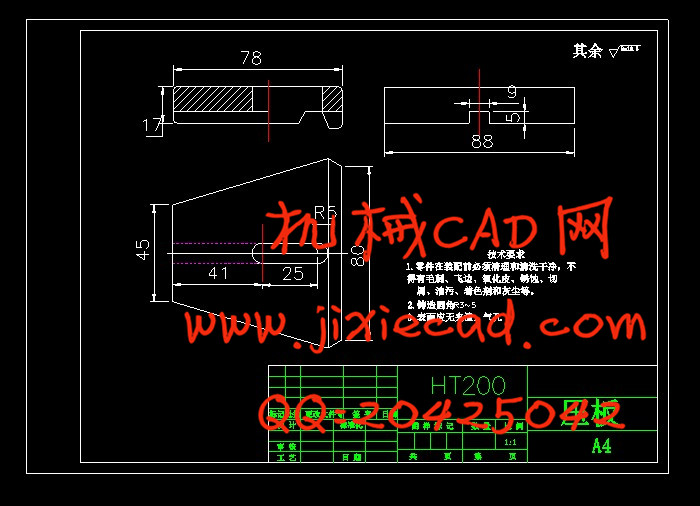
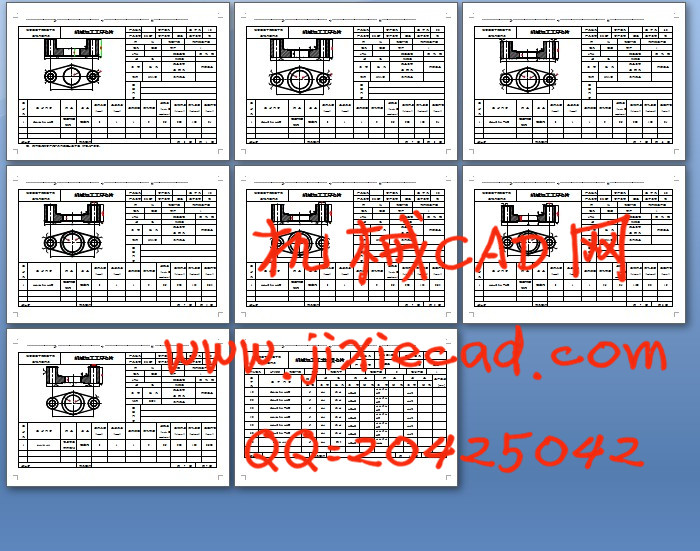
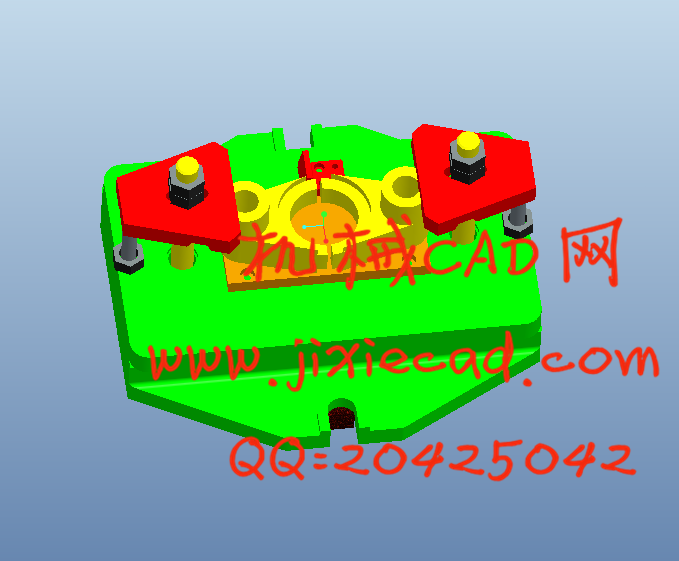
这篇文章是基于CA6140车床拨叉831007件和加工工艺分析,包括分析拨叉831007零件图,毛坯的选择,制定夹具,零部件的工艺路线,刀具选择,切割的确定方法填充工艺文件的数量。选择正确的加工方法,加工工艺的合理设计。此外,两个流程加工件填充盖设计了专用夹具。许多类型的夹具,夹具,其中最广泛使用的通用夹具,尺寸和更加标准化,以及专业工厂进行生产。在大规模生产应用广泛,适用于工件的加工流程服务专用夹具,你需要来设计和制造自己的工厂加工的工件。本文的主要内容是设计和加工夹具设计轴承孔夹具。
关键词:CA6140车床,拨叉831007,处理,加工方法,工艺文件
ABSTRACT
This article is based on 831 007 forks CA6140 lathe and machining process analysis, including analysis of the fork 831,007 parts diagram, blank selection process route developed fixtures, parts, tool selection, cutting method for determining the number of filling process documents. Select the correct processing methods, reasonable design and processing technology. In addition, two processes machined parts filler cap designed a special fixture.Many types of jigs, fixtures, universal fixture among the most widely used, size and more standardized and professional factory for production. Widely used in large-scale production for workpiece machining process service dedicated fixture, you need to design and manufacture our own factory machining the workpiece. The main content of this paper is to design and processing fixture design bearing bore fixture.
Keywords: CA6140 lathe, fork 831007, handling, processing methods, process documents
目 录
摘 要... II
ABSTRACT. III
第1章 绪论... 2
1.1研究课题的意义及现状... 2
1.2课题主要研究内容... 2
1.3研究方法和手段... 3
1.4研究目标... 3
1.5方案可行性分析... 3
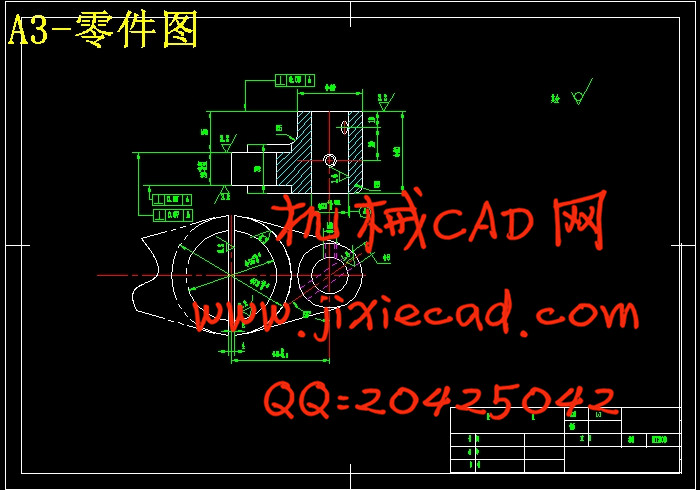
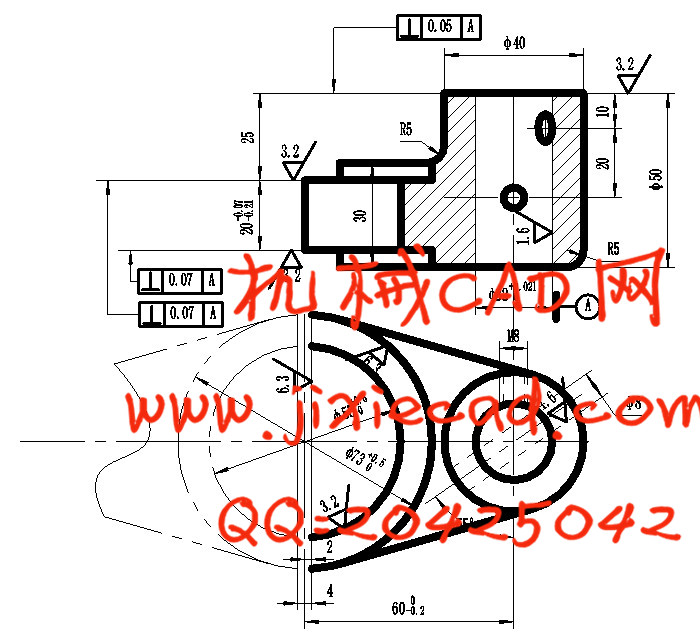
第2章 拨叉831007的分析... 4
2.1分析拨叉831007图... 4
2.2确定生产类型... 5
2.3确定毛坯... 5
第3章 拨叉831007零件的机械加工工艺过程设计... 7
3.1拨叉831007零件基准的选择... 7
3.1.1拨叉831007粗基准的选择... 7
3.1.2拨叉831007精基准的选择... 7
3.2加工主要工序安排... 7
3.3选择加工设备与工艺设备... 9
3.4确定工序尺寸... 10
3.5切削用量... 12
3.6时间定额计算及生产安排... 14
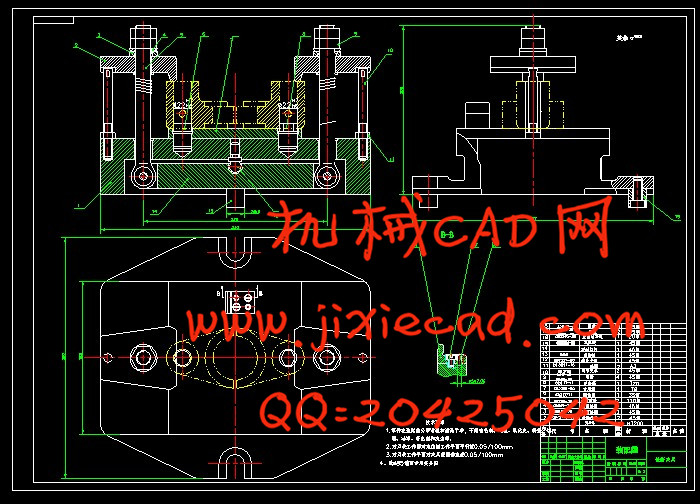
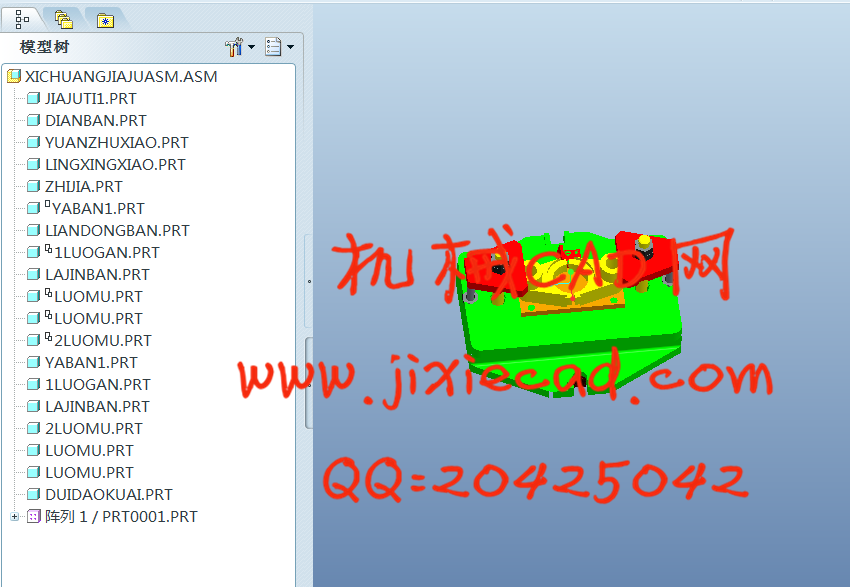
第4章 CA6140车床拨叉831007 加工工艺及铣断4mm槽夹具设计... 19
4.1 基本夹具设计原理... 19
4.2定位基准的选择... 19
4.3 切削力及夹紧分析计算... 20
4.4 误差分析与计算... 21
4.5 零、部件的设计与选用... 22
4.5.1定位销选用... 22
4.5.2夹紧装置的选用... 22
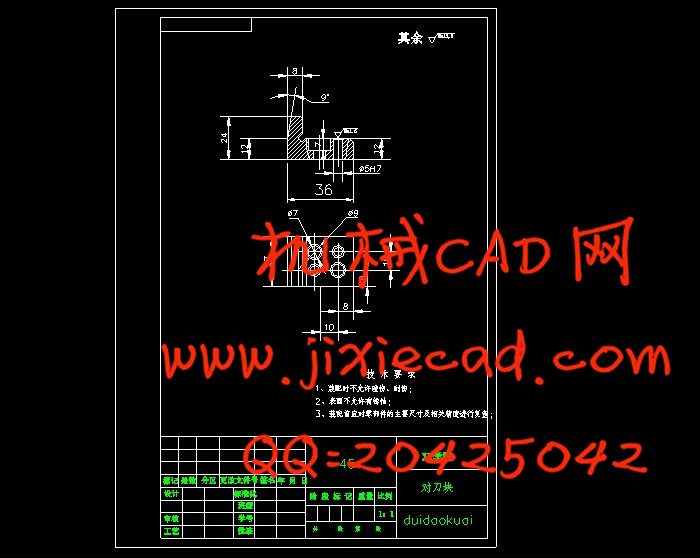
4.5.3 定向键与对刀装置设计... 23
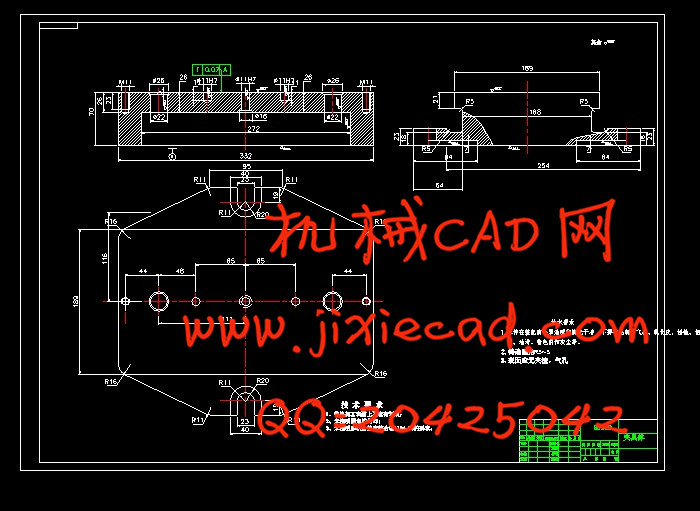
4.6 确定831007夹具的夹具体结构和总体结构... 25
4.7 831007夹具的夹具设计及操作的简要说明... 26
总 结... 28
参考文献... 29
致 谢... 30