设计简介
中文摘要
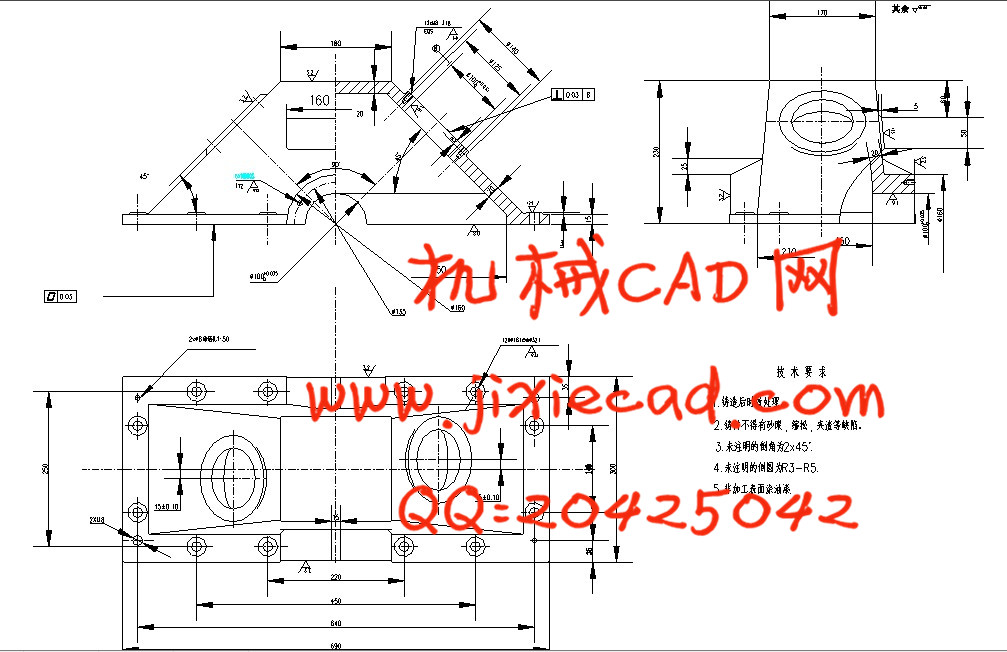
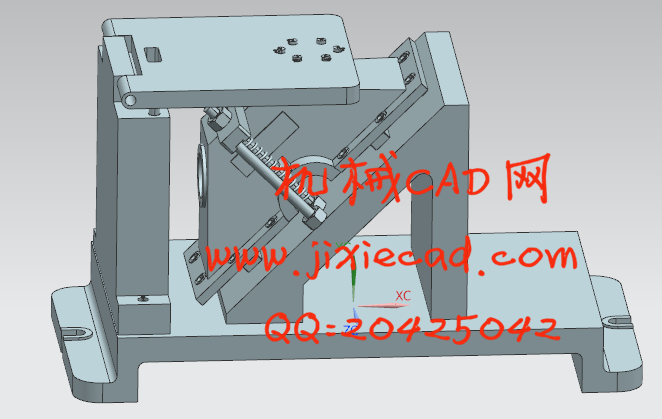
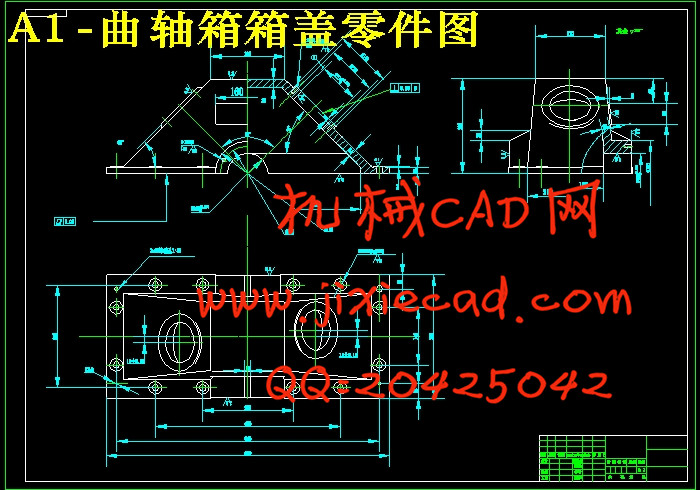
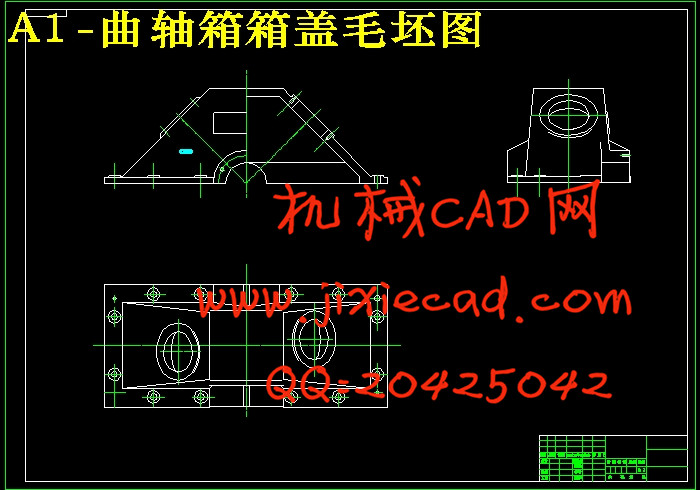
要设计此零件的加工工艺,首先是零件的分析;其次是确定毛坯的制造形式以及制订工艺路线,翻阅《切削余量手册》,确定机械加工余量、工序尺寸、毛坯尺寸、切削用量及基本工时的确定。专用夹具的设计,首先要想好设计方案,找准定位面及各个定位元件所限制的自由度。翻阅《夹具设计手册》及《机械制造工艺手册》确定各个夹具体零件的具体尺寸。
关键词:工艺 夹具 夹紧 定位
ABSTRACT
要设计此零件的加工工艺,首先是零件的分析;其次是确定毛坯的制造形式以及制订工艺路线,翻阅《切削余量手册》,确定机械加工余量、工序尺寸、毛坯尺寸、切削用量及基本工时的确定。专用夹具的设计,首先要想好设计方案,找准定位面及各个定位元件所限制的自由度。翻阅《夹具设计手册》及《机械制造工艺手册》确定各个夹具体零件的具体尺寸。
关键词:工艺 夹具 夹紧 定位
ABSTRACT
To design parts of this processing, the first parts of the analysis; secondly, to determine the blank forms and the development of manufacturing process line, read "Cutting cushion manual," setting machinery allowance, processes size, rough size, cutting parameters and the basic hours of work identified. Special fixture design, the design must first consider good programs, pinpoint positioning face and positioning components of the various restrictions of freedom. Read "Fixture Design Manual" and "Machinery Manufacturing Technology Handbook" establish specific folder size of the specific components.
Keywords : Process Fixture Synchronizing Location
目 录
第1章 绪 论 1Keywords : Process Fixture Synchronizing Location
目 录
1.1定位装置 1
1.2夹紧装置 1
1.3对刀-引导装置 1
1.4其他元件及装置 1
1.5夹具体 1
第2章 零件的分析 2
2.1零件的作用 2
2.2 零件的工艺分析 2
第3章 工艺规程设计 4
3.1确定毛坯的制造形式 4
3.2基面的选择 4
3.3基准的选择 4
3.3.1 粗基准的选择 4
3.3.2 精基准的选择 5
3.4 制订工艺路线 5
第4章 曲轴箱盖工艺过程 6
第5章 确定切削和用量及基本工时 8
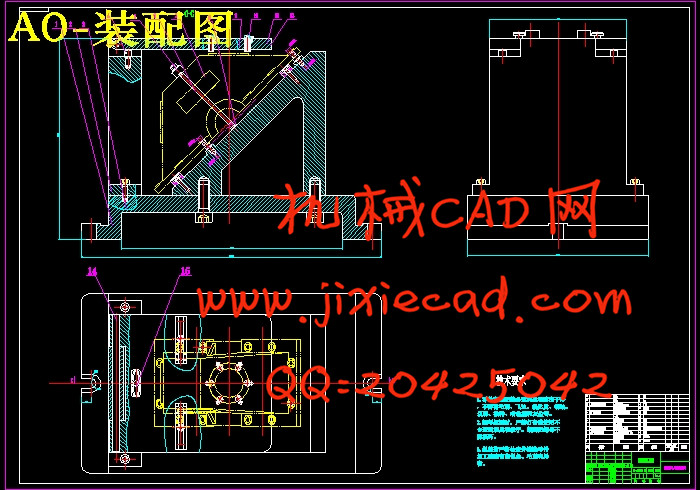
第6章 钻12-M8孔螺纹底孔夹具设计 17
6.1 夹具的夹紧装置和定位装置 17
6.2 夹具的导向 18
6.3 切削力及夹紧力的计算 19
6.4 钻孔与工件之间的切屑间隙 22
6.5 钻模板 23
6.6定位误差的分析 23
6.7 钻套、衬套、钻模板设计与选用 24
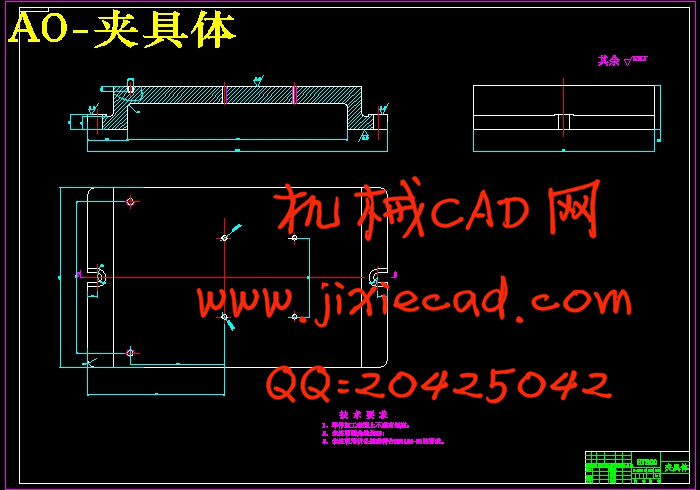
6.8 确定夹具体结构和总体结构 26
6.9 夹具设计及操作的简要说明 28
第7章 铣上端平面床夹具的设计 29
7.1 问题的提出 29
7.2 定位基准的选择 29
7.3切削力及夹紧力的计算 29
7.4 定位误差分析 29
7.5 夹具体槽形与对刀装置设计 30
7.6 夹具体的设计 30
7.7夹具设计及操作的简要说明 31
结论 32
参考文献 33
致谢 34