设计简介
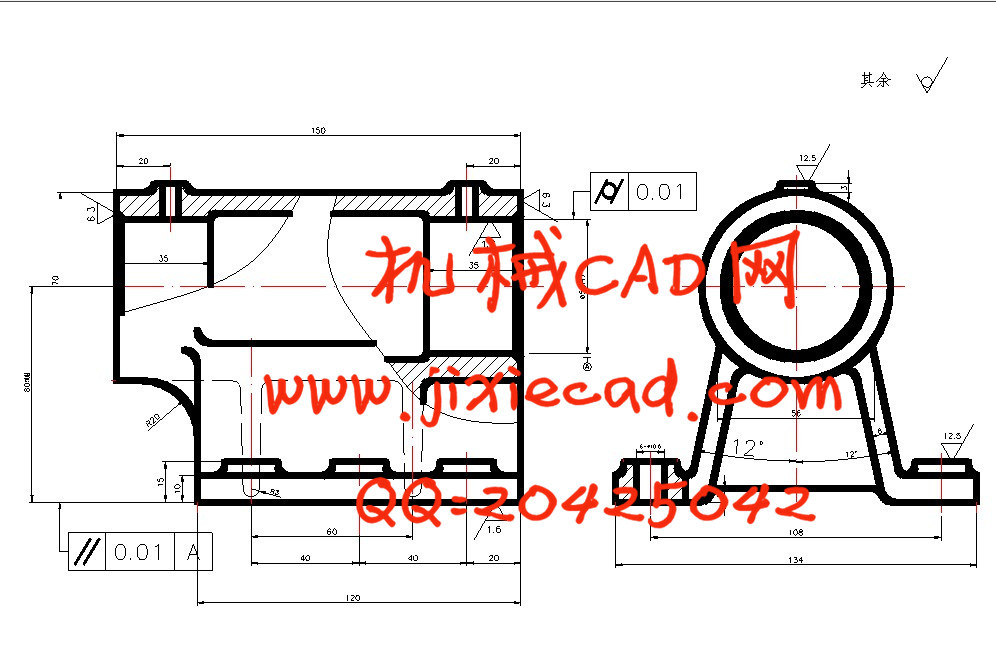
套筒座顾名思义就是支承套筒的作用,起定位、夹紧套筒的作用。技术要求有套筒座的圆角为R3-R5,倒角1.5 ,套筒支承孔是重要表面,所以其精度要求很高。而加工套筒支承孔需要底面作精基准,所以底面的粗糙度也有很高的要求。底面的6个螺栓孔上表面也有表面粗糙度的要求,还有套筒支承孔自身有个圆柱度要求。具体的要求是:套筒支承孔对底面的平行度为0.01;套筒支承孔的圆柱度是0.01;支承孔中心到底面尺寸为80±0.02,支承孔尺寸要求为Φ50H7套筒支承孔内表面粗糙度R
,套筒支承孔是重要表面,所以其精度要求很高。而加工套筒支承孔需要底面作精基准,所以底面的粗糙度也有很高的要求。底面的6个螺栓孔上表面也有表面粗糙度的要求,还有套筒支承孔自身有个圆柱度要求。具体的要求是:套筒支承孔对底面的平行度为0.01;套筒支承孔的圆柱度是0.01;支承孔中心到底面尺寸为80±0.02,支承孔尺寸要求为Φ50H7套筒支承孔内表面粗糙度R 值为1.6;底面的表面粗糙度要求是R
值为1.6;底面的表面粗糙度要求是R 值为1.6;底面6个螺栓孔上表面粗糙度要求是R
值为1.6;底面6个螺栓孔上表面粗糙度要求是R 值为12.5;还有套筒支承孔两断面表面粗糙度是R
值为12.5;还有套筒支承孔两断面表面粗糙度是R 值为6.3;顶面螺纹孔上表面粗糙度要求是R
值为6.3;顶面螺纹孔上表面粗糙度要求是R 值为12.5。
值为12.5。
目录
一 零件的分析 5
1.1 分析零件的作用及技术要求 5
1.2 零件的工艺分析 5
1.3分析零件的材质、热处理及机械加工工艺性 5
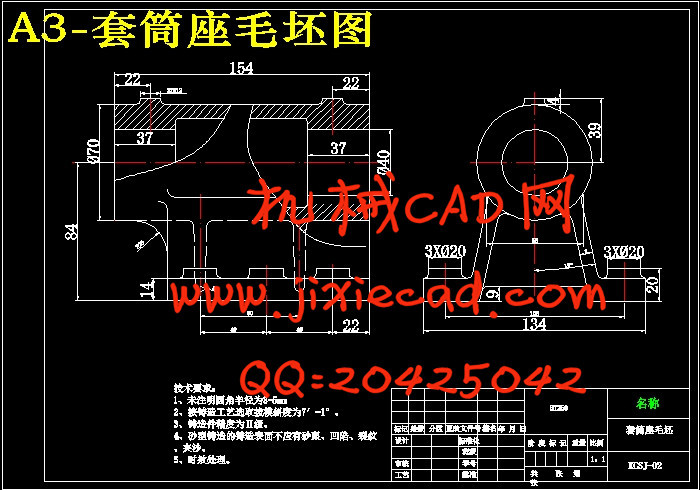
二 选择毛坯的制造方式、初步确定毛坯形状 6
三 机械加工工艺规程设计 7
3.1选择定位基准 7
3.2工件表面加工方法的选择 7
3.3制定加工工艺路线 8
3.4必要工序尺寸,加工余量及公差的计算 9
3.4.1支承孔的工序尺寸及公差计算 9
3.4.2底面A的工序尺寸及公差计算 10
3.4.3一对工艺孔的工序尺寸及公差计算 11
3.4.4其他加工面的加工余量的确定 12
3.5 确定切削用量、时间定额 12
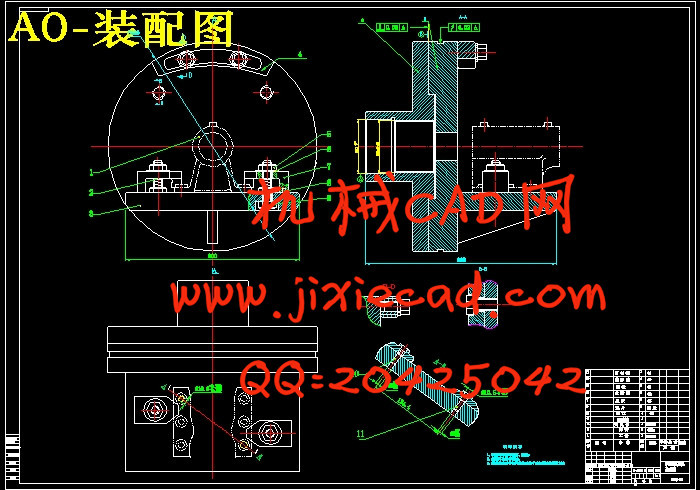
四 ¢50孔车床夹具设计 27
4.1 车床夹具设计要求说明 27
4.2车床夹具的设计要点 27
4.3 定位机构 28
4.4夹紧机构 29
4.5零件的车床夹具的加工误差分析 29
4.6 确定夹具体结构尺寸和总体结构 30
4.7 零件的车床专用夹具简单使用说明 30
总 结 32
致 谢 33
参 考 文 献 34
目录
一 零件的分析 5
1.1 分析零件的作用及技术要求 5
1.2 零件的工艺分析 5
1.3分析零件的材质、热处理及机械加工工艺性 5
二 选择毛坯的制造方式、初步确定毛坯形状 6
三 机械加工工艺规程设计 7
3.1选择定位基准 7
3.2工件表面加工方法的选择 7
3.3制定加工工艺路线 8
3.4必要工序尺寸,加工余量及公差的计算 9
3.4.1支承孔的工序尺寸及公差计算 9
3.4.2底面A的工序尺寸及公差计算 10
3.4.3一对工艺孔的工序尺寸及公差计算 11
3.4.4其他加工面的加工余量的确定 12
3.5 确定切削用量、时间定额 12
四 ¢50孔车床夹具设计 27
4.1 车床夹具设计要求说明 27
4.2车床夹具的设计要点 27
4.3 定位机构 28
4.4夹紧机构 29
4.5零件的车床夹具的加工误差分析 29
4.6 确定夹具体结构尺寸和总体结构 30
4.7 零件的车床专用夹具简单使用说明 30
总 结 32
致 谢 33
参 考 文 献 34