设计简介
摘 要
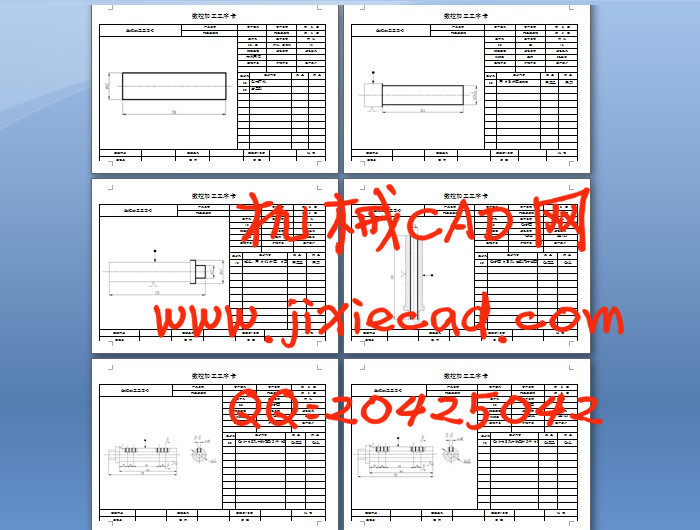
本设计汽车连通轴零件加工过程的基础上。主要加工部位是外圆和孔加工。在一般情况下,确保比保证精密加工孔很容易。因此,设计遵循的原则是先加工面后加工孔表面。孔加工平面分明显的阶段性保证粗加工和加工精度加工孔的基础上,通过底面作一个良好的基础过程的基础。
关键词:汽车连通轴类零件;工艺;
ABSTRACT
Basic process of machining the chemical pipeline. The main processing parts processing plane and holes. In general, ensure easy to guarantee precision machining holes than. Therefore, the design principle is first machined surface after machining hole surface. Periodic hole machining planar obvious basis to ensure the rough machining and machining precision machining hole, a good foundation on the bottom surface of the process. The main flow arrangement is supported in the positioning hole of the first, and then the processing hole plane and the hole positioning technology support. The whole process is a combination of the selection tool. Special fixture fixture selection, a self-locking mechanism, therefore, higher production efficiency, for large quantities, to meet the design requirements.
Keywords:chemical pipe parts; technology; fixture;
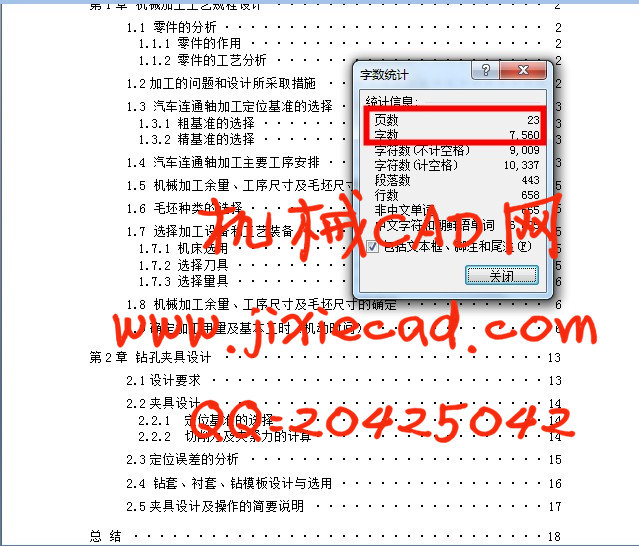
目 录
摘 要 II本设计汽车连通轴零件加工过程的基础上。主要加工部位是外圆和孔加工。在一般情况下,确保比保证精密加工孔很容易。因此,设计遵循的原则是先加工面后加工孔表面。孔加工平面分明显的阶段性保证粗加工和加工精度加工孔的基础上,通过底面作一个良好的基础过程的基础。
关键词:汽车连通轴类零件;工艺;
ABSTRACT
Basic process of machining the chemical pipeline. The main processing parts processing plane and holes. In general, ensure easy to guarantee precision machining holes than. Therefore, the design principle is first machined surface after machining hole surface. Periodic hole machining planar obvious basis to ensure the rough machining and machining precision machining hole, a good foundation on the bottom surface of the process. The main flow arrangement is supported in the positioning hole of the first, and then the processing hole plane and the hole positioning technology support. The whole process is a combination of the selection tool. Special fixture fixture selection, a self-locking mechanism, therefore, higher production efficiency, for large quantities, to meet the design requirements.
Keywords:chemical pipe parts; technology; fixture;
目 录
ABSTRACT III
第1章 机械加工工艺规程设计 2
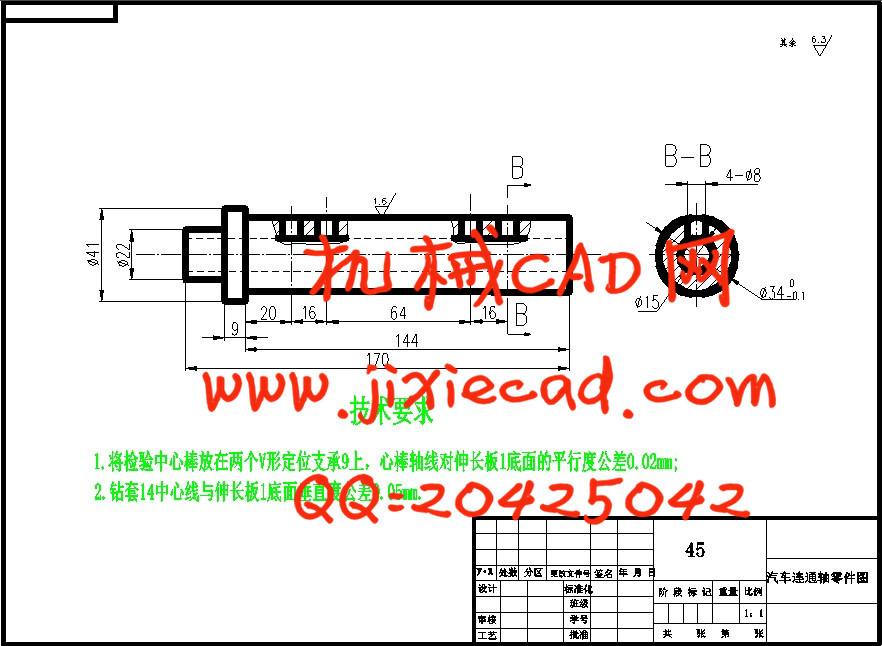
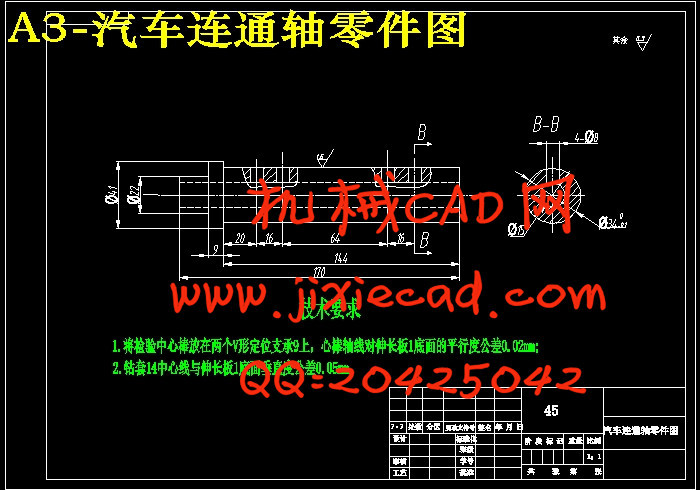
1.1 零件的分析 2
1.1.1 零件的作用 2
1.1.2 零件的工艺分析 2
1.2加工的问题和设计所采取措施 2
1.3 汽车连通轴加工定位基准的选择 3
1.3.1 粗基准的选择 3
1.3.2 精基准的选择 3
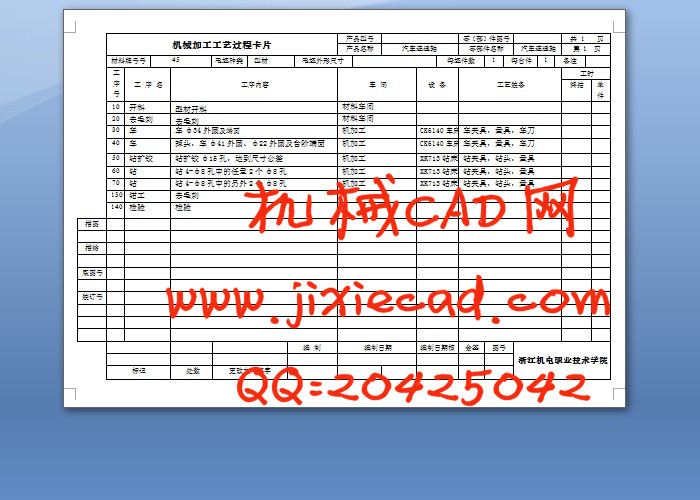
1.4 汽车连通轴加工主要工序安排 3
1.5 机械加工余量、工序尺寸及毛坯尺寸的确定 5
1.6 毛坯种类的选择 5
1.7 选择加工设备和工艺装备 5
1.7.1 机床选用 5
1.7.2 选择刀具 5
1.7.3 选择量具 6
1.8 机械加工余量、工序尺寸及毛坯尺寸的确定 6
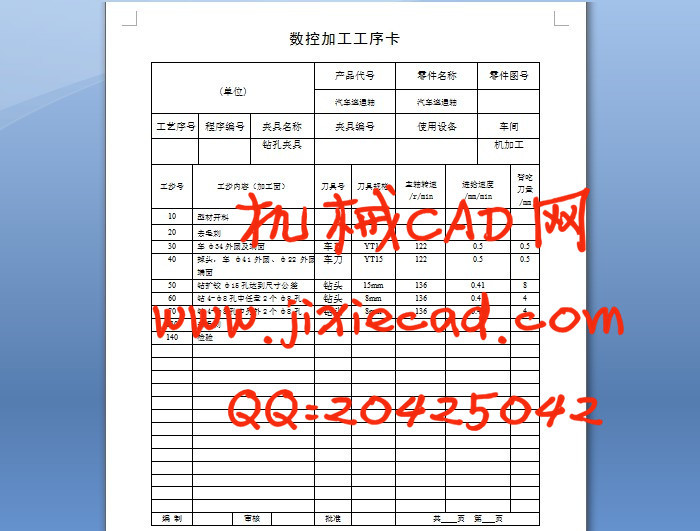
1.9确定加工用量及基本工时(机动时间) 6
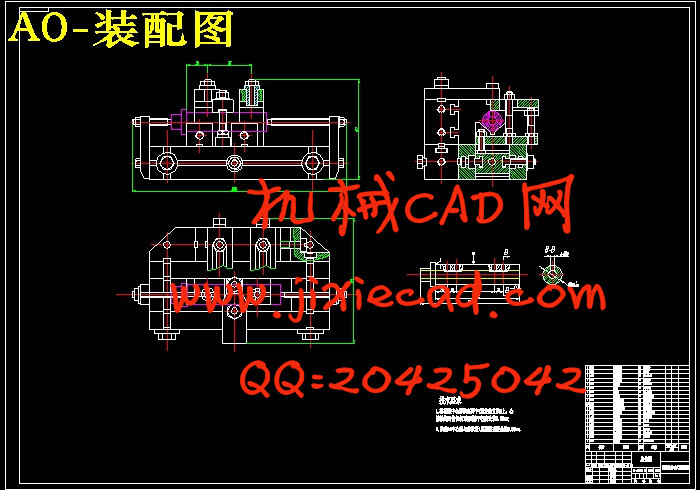
第2章 钻孔夹具设计 13
2.1设计要求 13
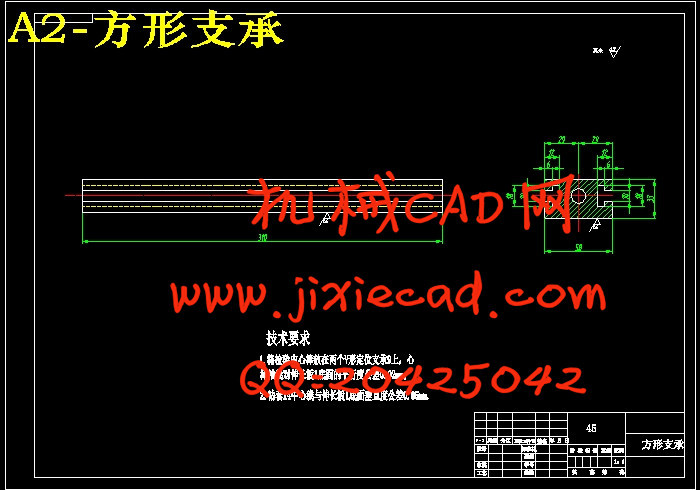
2.2夹具设计 14
2.2.1 定位基准的选择 14
2.2.2 切削力及夹紧力的计算 14
2.3定位误差的分析 15
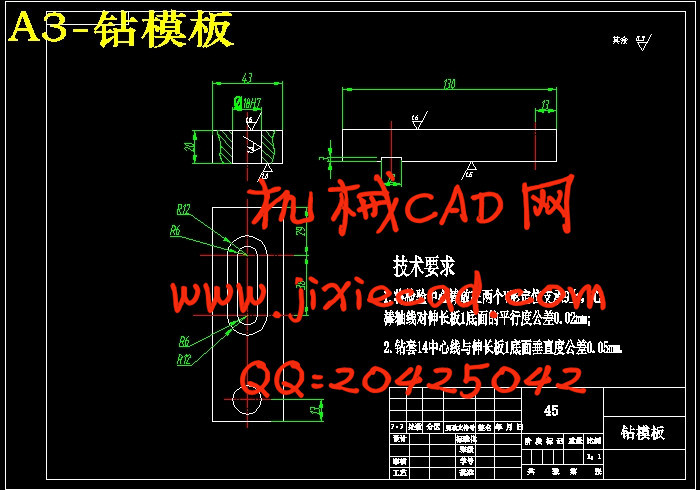
2.4 钻套、衬套、钻模板设计与选用 16
2.5夹具设计及操作的简要说明 17
总 结 18
参考文献 19
致 谢 20