设计简介
摘 要
本设计是对ZT002推杆的加工和夹具设计。 主要加工部位可以说是平面和孔加工。在一般普通情况下,确保比保证精密加工孔更加容易。 原以此,设计遵循的原则是先加工面后加工孔表面。 主要的流程安排是支持在定位孔过程中的第一个,然后进行平面和孔定位技术支持上加工孔。 整个过程是一个组合的选取工具。 专用夹具夹具的选取,有自锁机构,原以此,更高的生产力,对于大批量,达到设计给定的要求。
关键词:ZT002推杆;工艺;夹具;
本设计是对ZT002推杆的加工和夹具设计。 主要加工部位可以说是平面和孔加工。在一般普通情况下,确保比保证精密加工孔更加容易。 原以此,设计遵循的原则是先加工面后加工孔表面。 主要的流程安排是支持在定位孔过程中的第一个,然后进行平面和孔定位技术支持上加工孔。 整个过程是一个组合的选取工具。 专用夹具夹具的选取,有自锁机构,原以此,更高的生产力,对于大批量,达到设计给定的要求。
关键词:ZT002推杆;工艺;夹具;
Abstract
This design is the ZT002 push rod processing and fixture design. The main parts of the processing can be said to be the plane and the hole processing. In the ordinary circumstances, ensure more easily than guarantee precision machining hole. The original order, designing principles is first machined surface after processing the surface of hole. The main flow arrangement is supported in the positioning holes in the process of the first, and then the processing hole plane and the hole of the positioning technology support. The whole process is a combination of the selection tool. Select the special fixture fixture, a self-locking mechanism, the original order, higher productivity, for high-volume, meet the design requirements of a given.
Keywords: ZT002 push technology; fixture;
This design is the ZT002 push rod processing and fixture design. The main parts of the processing can be said to be the plane and the hole processing. In the ordinary circumstances, ensure more easily than guarantee precision machining hole. The original order, designing principles is first machined surface after processing the surface of hole. The main flow arrangement is supported in the positioning holes in the process of the first, and then the processing hole plane and the hole of the positioning technology support. The whole process is a combination of the selection tool. Select the special fixture fixture, a self-locking mechanism, the original order, higher productivity, for high-volume, meet the design requirements of a given.
Keywords: ZT002 push technology; fixture;
目 录
一、前言 3
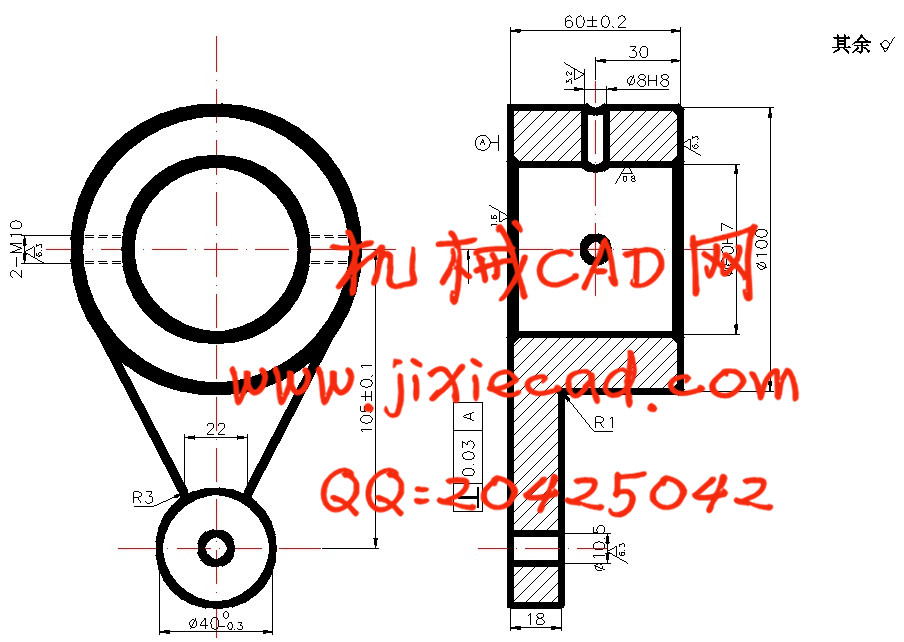
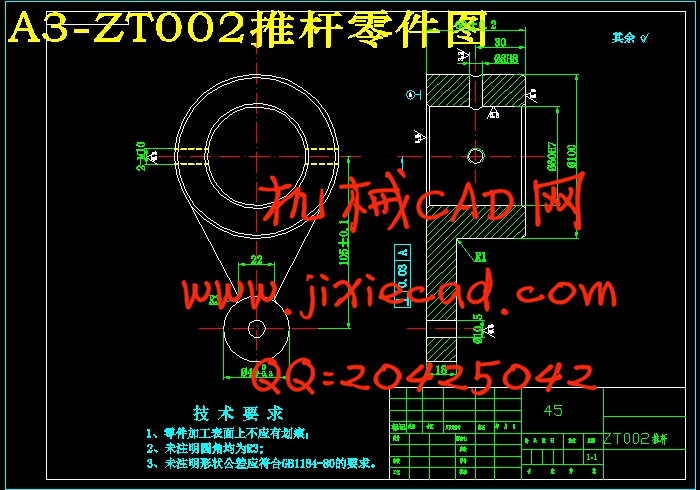
二、零件的分析 4
2.1零件的作用 4
2.2零件的工艺分析 4
三、工艺规划设计 5
3.1毛坯的制造形式 5
3.2基面的选择 5
3.3工艺路线的拟定 5
3.4毛坯尺寸及其加工余量的确定 7
3.6确定各工序切削用量及基本工时 8
四、钻
4.1研究原始质料 15
4.2定位基准的选择 15
4.3切削力及夹紧力的计算 15
4.4误差分析与计算 16
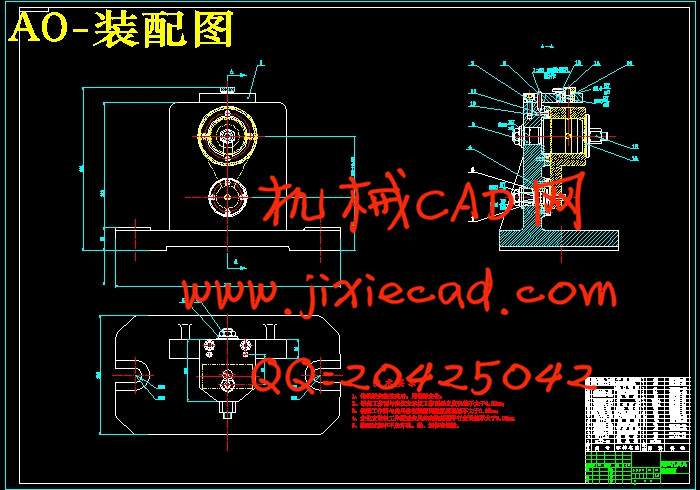
4.5零、部件的设计与选用 17
4.5.1定位销选用 17
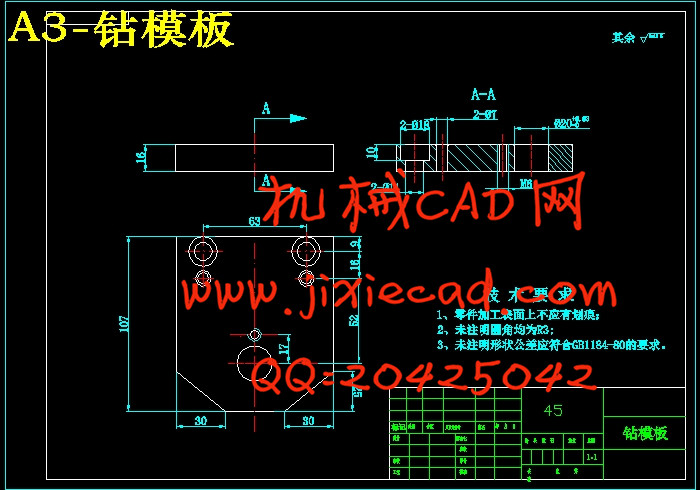
4.5.2钻套、衬套、钻模板设计与选用 18
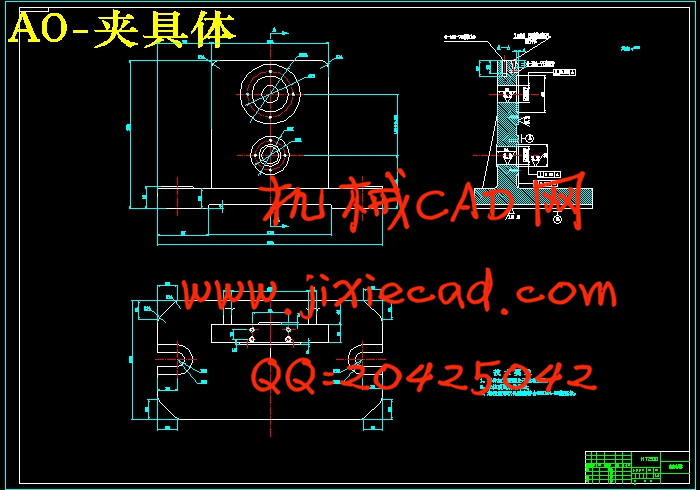
4.6钻套、衬套、钻模板设计与选用 19
五、确定夹具体结构尺寸和总体结构 21
总结与展望 22
参考文献 23
致 谢 24