设计简介
摘 要
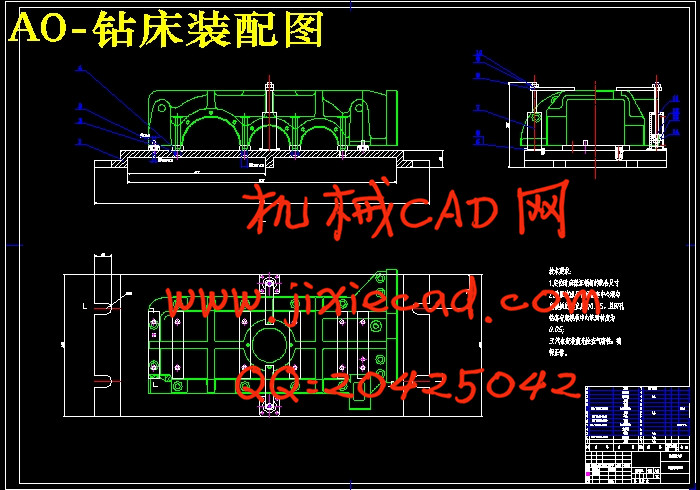
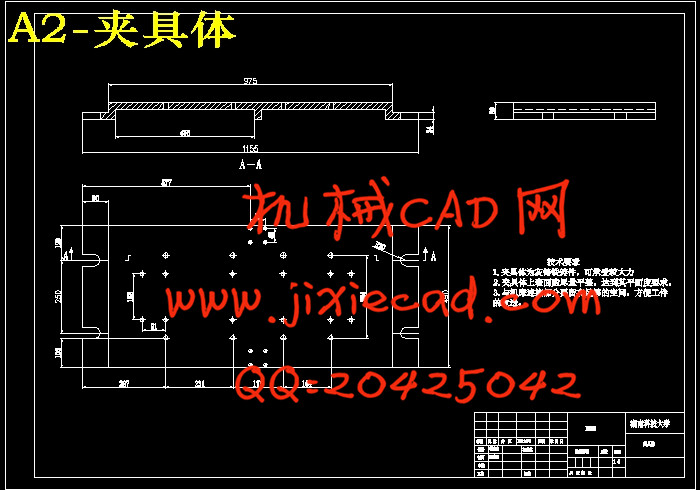
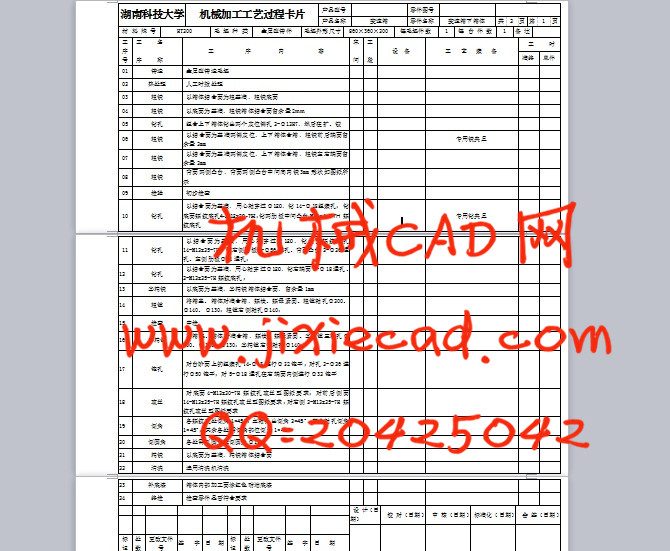
零件的工艺编制,在机械加工中占有非常重要的地位,零件工艺编制得合不合理,这直接关系到零件最终能否达到质量要求;夹具大的设计也是不可缺少的一部分,它关系到能否提高其加工效率的问题。因此这两者在机械加工行业中是至关重要的环节。这次毕业设计,我设计的课题是一级减速器箱体加工工艺及夹具设计。该箱体零件结构较复杂,体积较大。为了提高生产效率和降低劳动强度,我设计了一款钻床夹具与一个铣端面夹具。两个工序的夹具均采用气动加紧,方便大批量生产,节省工时和劳动力。
关键词:变速箱下盖、加工工艺、夹具
ABSTRACT
Process for the preparation of parts, in the processing machinery occupies very important position, part process system is reasonable, which is directly related to the final part quality requirements can be met; fixture design is an indispensable part of, it is related to can improve the efficiency of the machining. So both of them are vital links in machining industry.. This graduation design, I designed the subject is a gearbox processing technology and fixture design. The structure of the box is complex and the volume is large.. In order to improve the production efficiency and reduce the labor intensity, I designed a drilling fixture and a milling fixture. The two steps of the fixture are pneumatic, easy to mass production, save man hours and labor.
Key words: gearbox cover, machining process, fixture
目 录
第一章 绪 论 - 1 -零件的工艺编制,在机械加工中占有非常重要的地位,零件工艺编制得合不合理,这直接关系到零件最终能否达到质量要求;夹具大的设计也是不可缺少的一部分,它关系到能否提高其加工效率的问题。因此这两者在机械加工行业中是至关重要的环节。这次毕业设计,我设计的课题是一级减速器箱体加工工艺及夹具设计。该箱体零件结构较复杂,体积较大。为了提高生产效率和降低劳动强度,我设计了一款钻床夹具与一个铣端面夹具。两个工序的夹具均采用气动加紧,方便大批量生产,节省工时和劳动力。
关键词:变速箱下盖、加工工艺、夹具
ABSTRACT
Process for the preparation of parts, in the processing machinery occupies very important position, part process system is reasonable, which is directly related to the final part quality requirements can be met; fixture design is an indispensable part of, it is related to can improve the efficiency of the machining. So both of them are vital links in machining industry.. This graduation design, I designed the subject is a gearbox processing technology and fixture design. The structure of the box is complex and the volume is large.. In order to improve the production efficiency and reduce the labor intensity, I designed a drilling fixture and a milling fixture. The two steps of the fixture are pneumatic, easy to mass production, save man hours and labor.
Key words: gearbox cover, machining process, fixture
目 录
第二章 机械加工工艺规程设计 - 2 -
2.1 零件的分析 - 2 -
2.2 确定零件的生产类型 - 4 -
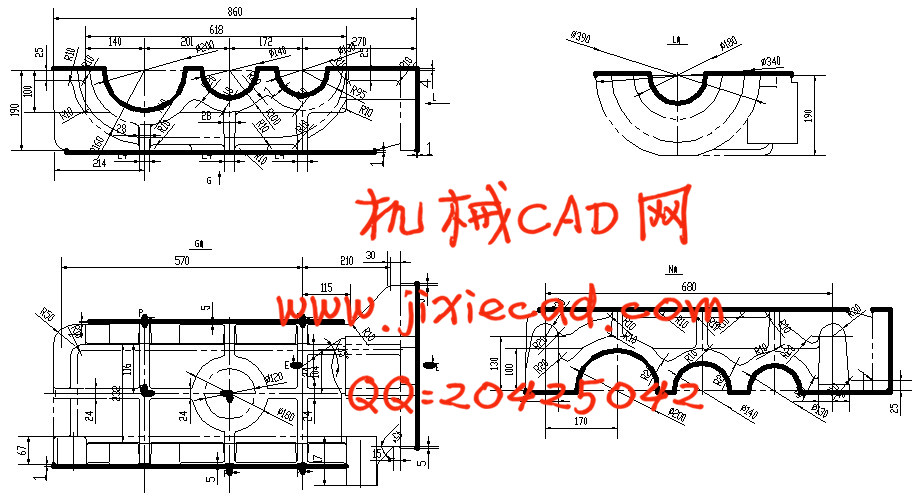
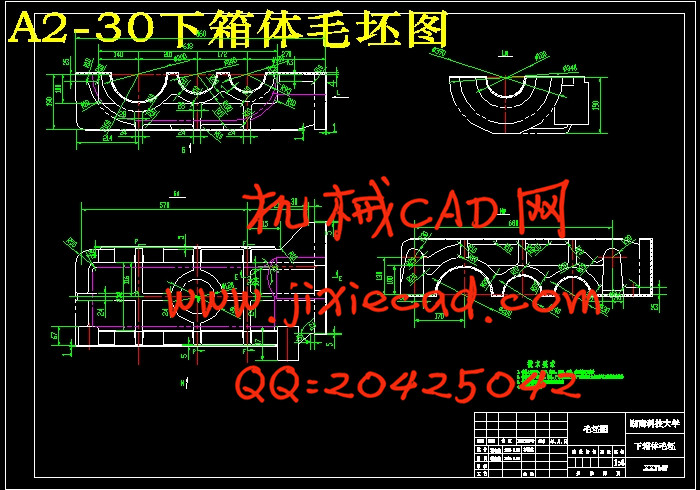
2.3 确定毛坯的种类和制造方法 - 4 -
2.4 箱体零件的结构工艺性 - 5 -
2.5 确定毛坯的尺寸公差和机械加工余量 - 5 -
2.6 加工工艺过程 - 6 -
2.6.1 定位基准的选择 - 6 -
2.6.2 拟定工艺路线 - 7 -
2.6.3加工阶段的划分 - 9 -
2.7机械加工余量,工序尺寸及毛坯尺寸的确定 - 10 -
第三章 专用夹具的设计 - 31 -
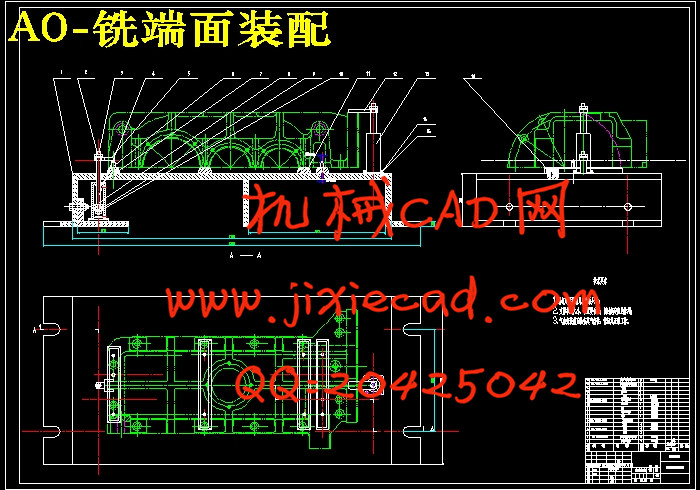
3.1 粗铣前后端面夹具设计 - 31 -
3.1.1 定位基准的选择 - 31 -
3.1.2 定位元件的设计 - 31 -
3.1.3 定位误差分析 - 31 -
3.1.4 铣削力与夹紧力计算 - 31 -
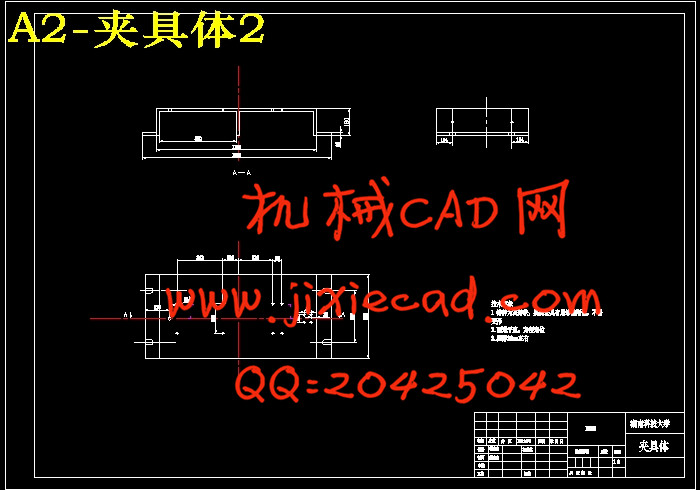
3.1.5 夹紧装置及夹具体设计 - 32 -
3.1.6 定向键与对刀装置的设计 - 32 -
3.2 钻孔夹具的设计 - 33 -
3.2.1 定位方案的选择 - 33 -
3.2.2夹紧方案的选择 - 33 -
3.2.3切削力及夹紧力的计算 - 33 -
3.2.4对夹具体的设计的基本要求 - 34 -
参 考 文 献 - 36 -
致 谢 - 37 -