设计简介
摘要
今天,随着市场全球化,经济一体化进程的加快,制造业中的竞争不断的加剧。为了赢得优势,汽车企业必须采用先进的设计和制造技术。在各种机械中应用最广泛的还是圆柱齿轮机构,它用来传递空间平行轴间的运动和动力。随着技术的发展对齿轮的加工精度要求越来越高。为了加工出符合要求的齿轮,齿轮的加工方法也不断提高。对于一些特殊齿轮,如汽车,拖拉机变速箱中双联齿轮,或者精度要求较高,表面粗糙度要求较小的齿轮,必须采用滚-剃-珩或插-剃-珩工艺。在齿轮加工过程中,刀具及夹具的设计也尤为重要。刀具的角度不仅在很大程度上决定了刀具的寿命,而且也决定加工的表面质量。刀具角度设计的一般性原则不因某种特殊刀具而改变。拉刀也是机械加工中常用的一种刀具,拉削可加工内表面(如各种型孔、键槽花键孔等)和外表面(如平面、半圆弧面和组合表面等)拉削加工效率高,精度高。齿轮加工过程中也应用到一些特殊的夹具如:节圆夹具,其具有稳定的高的定心精度。关键词:齿轮工艺 夹具 刀具 花键孔 拉削加工
ABSTRACT
Today, as the course of market globalization and economic incorporation quicken competitions in manufacturing become serious. In order to win the competition, automobile enterprise has to use the advanced technological and manufacturing technology. Column gear mechanisms are widely applied in multifarious machine; they are used to transfer drives and sports between arbitrary tow axes in space. With development of technology, it required that gear machining methods also continuously are higher. In order to produce qualified gear, machining methods also continuously are improved. For some specious gears, e.g. double-gear or gear with requirement of high surface roughness, we must machine it by pinion-shaped cutter. Especially, for those special volume-produce gear in automobile and motor industry, generating process, shaving process and gear lapping with corundum process are often used. During the procedure, the design of grip and cutter is also important. Angles determine greatly not only tool life but finish quality as well. General principles upon which cutting tool angles are based do not depend on the particular tool. Broach also is a common cutter in mechanical working. It used to broach the surface and has inefficient, precision. Special grip are often used in working,E.g. circle grip, which has stead and higher centering accuracy.Keywords: gear technique fixture cutter spline hole Broaching processing
目 录
摘要 I
ABSTRACT II
第 1 章 绪 论 1
1.1 制造业和制造技术在国民经济中的地位和作用 1
1.2 机械制造学科的研究内容及特点 1
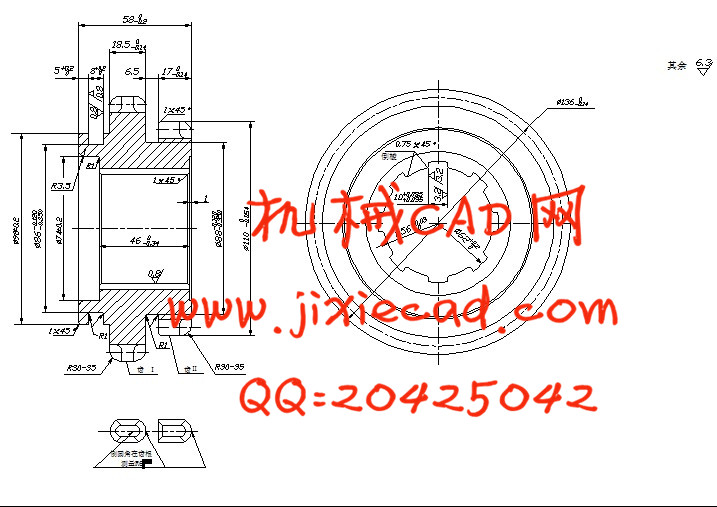
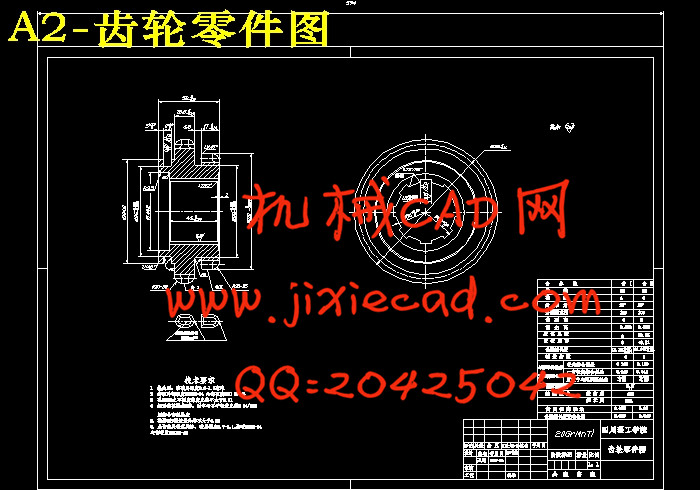
第 2 章 BJ-130汽车变速箱二轴一 二档齿轮工艺规程的制定 3
2.1 齿轮零件的分析 3
2.1.1 零件的作用 3
2.1.2 零件的工艺分析 3
2.1.3 零件主要尺寸 3
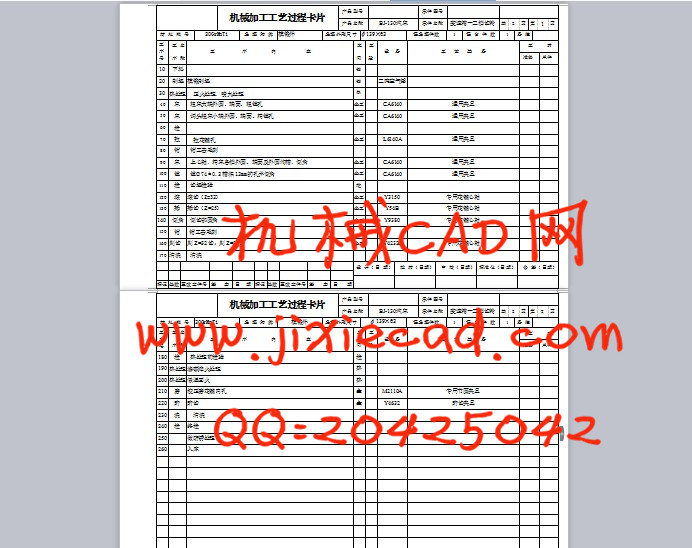
2.2 工艺规程的设计 3
2.2.1 确定零件的生产类型 3
2.2.2 确定毛坯的制造形式 4
2.2.3 齿坯的设计 4
2.2.4 定位基面的选择 5
2.2.5 零件表面加工方法的选择 6
2.2.6 零件表面加工顺序的确定 6
2.2.7 工序的组合 7
2.2.8 零件的工艺路线的选择与确定 7
2.3 齿轮加工工艺数据的确定 9
2.3.1 选择或设计、制造机床设备 9
2.3.2 计算和确定加工余量 10
2.3.3 确定切削用量及工时定额 11
2.4 本章小结 33
第 3 章 剃前齿轮滚刀设计 34
3.1 制件原始参数 34
3.2 计算设计步骤 34
3.2.1 共同部分的计算 35
3.2.2 修缘部分计算 36
3.2.3 突角计算 39
3.3 本章小结 41
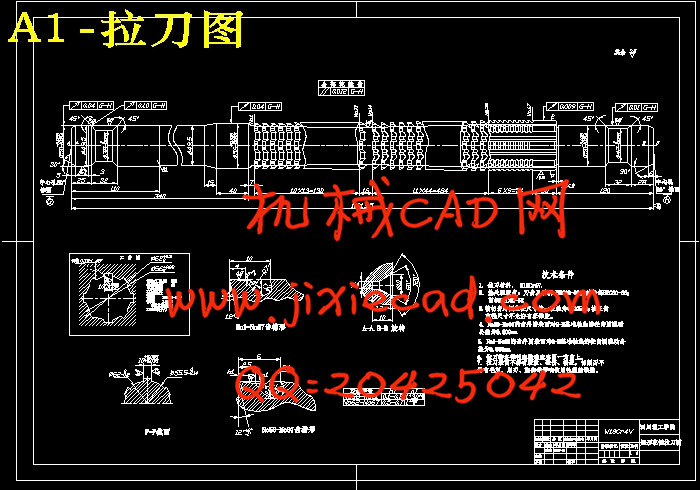
第 4 章 矩形花键孔拉刀设计 42
4.1 拉刀结构及特点 42
4.2 拉刀设计 42
4.2.1 [原始条件]: 42
4.2.2 设计步骤 42
4.3 本章小结 45
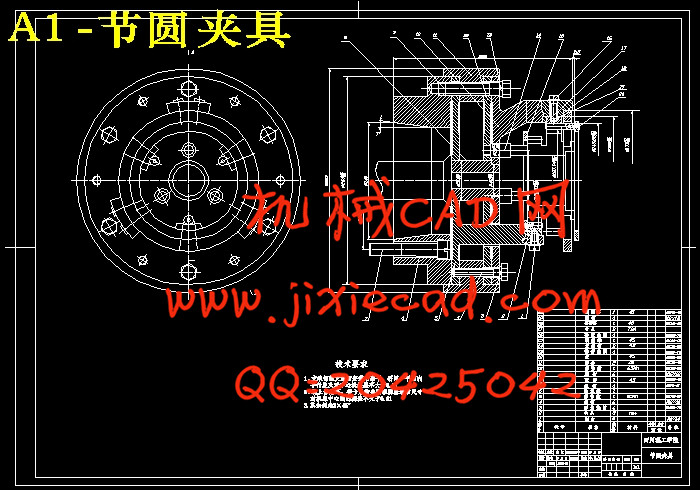
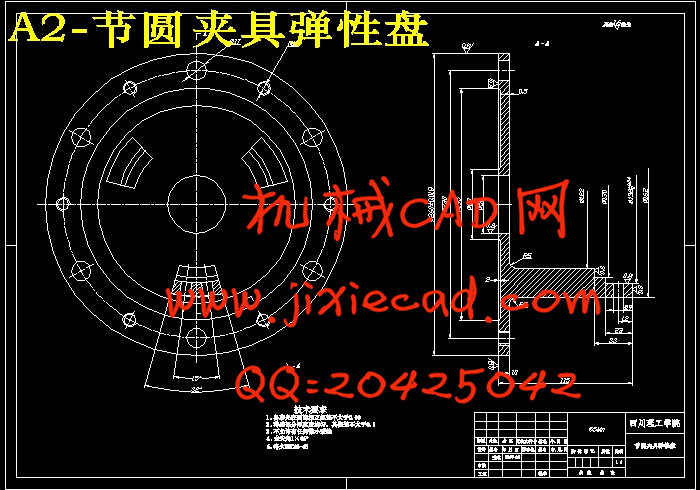
第 5 章 弹性薄壁卡盘式节圆夹具设计 47
5.1 滚柱直径与滚柱外公切圆直径的设计: 47
5.2 磨削力及夹紧力计算 48
5.3 张量计算及所需压力计算 49
5.3.1 最前面一块弹性板参数 49
5.3.2 第二块弹性板 49
5.4 薄盘厚度检验 50
5.5 本章小结 50
第 6 章 结论 51
参 考 文 献 52
致 谢 53