设计简介
目录
摘要 - 1 -
Abstract…………………………………………………………………………………………- 2 -
1 绪论 - 5 -
1.1 高速切削 - 5 -
1.2 高精度控制 - 5 -
1.3 高柔性化 - 5 -
1.4高一体化 - 6 -
1.5 网络化 - 6 -
1.6智能化 - 6 -
2 生产类型的确定 - 6 -
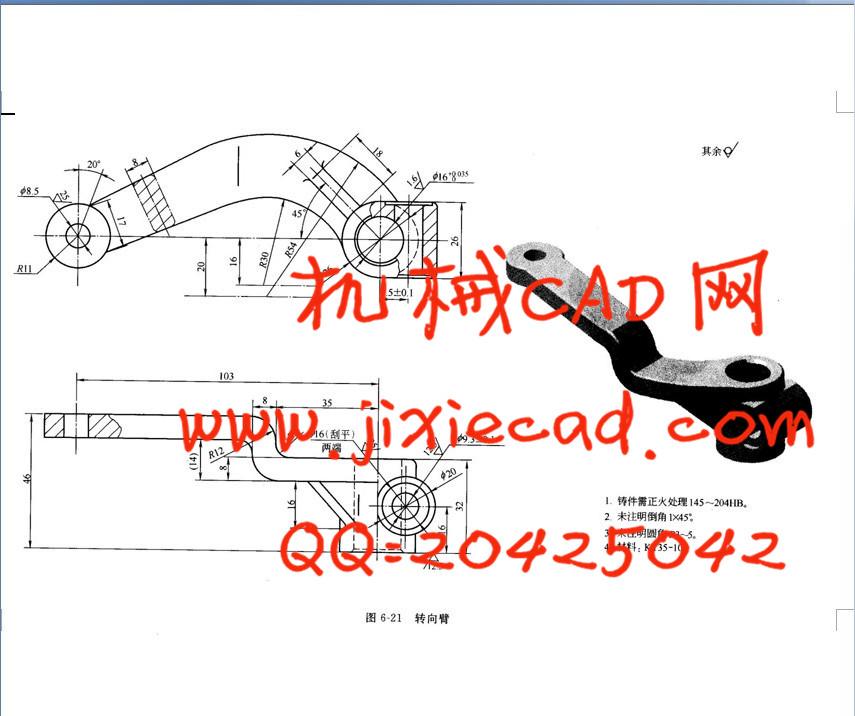
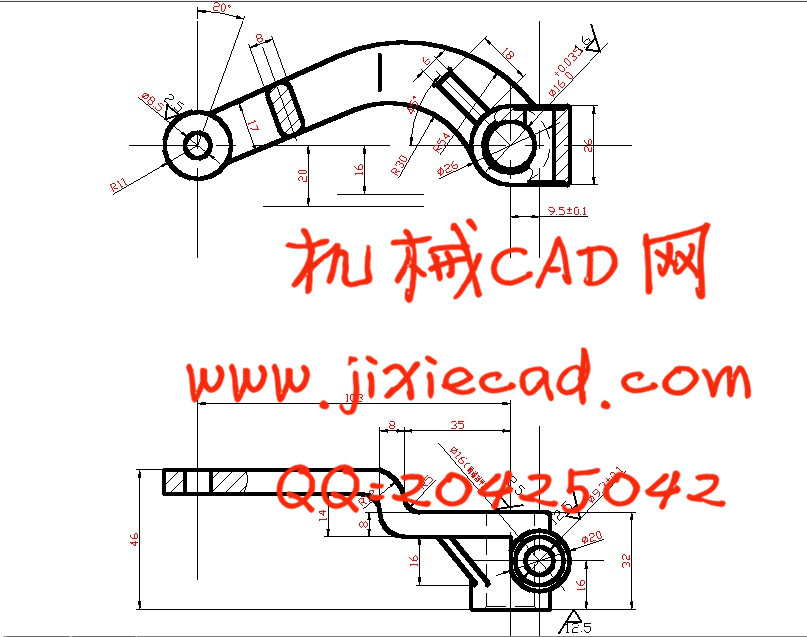
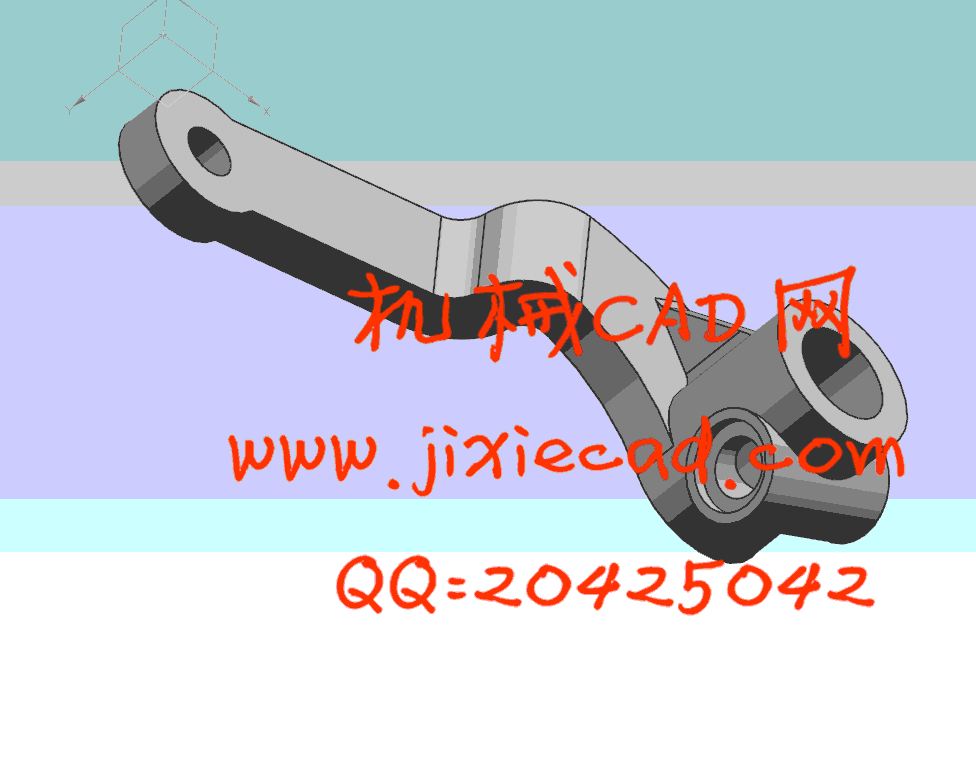
2.1 零件的作用 - 6 -
2.2 零件的工艺分析 - 7 -
2.21 以φ16mm孔的中心线加工表面 - 7 -
2.22 以φ9.3mm孔的中心线加工表面 - 7 -
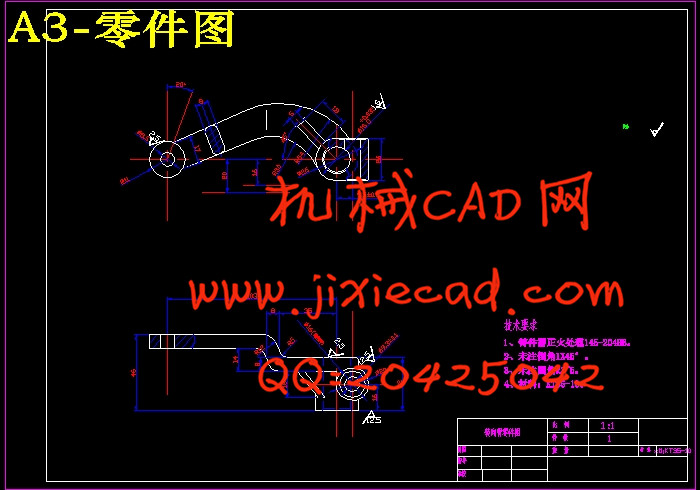
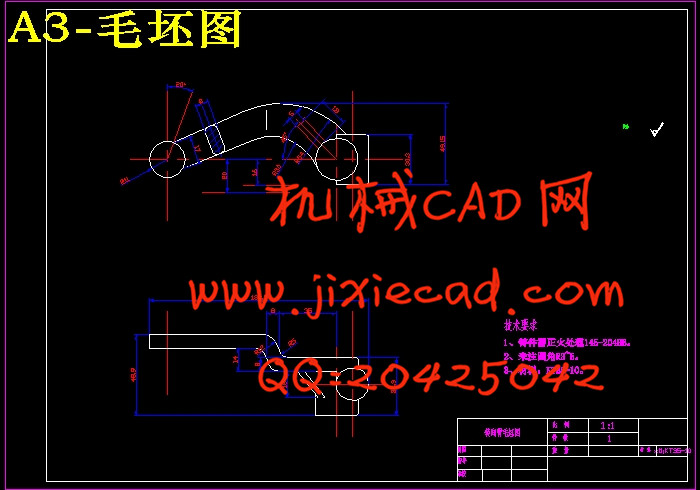
3选择毛坯、确定毛坯尺寸、设计毛坯图 - 7 -
3.1求最大轮廓尺寸 - 7 -
3.2 选取公差等级CT - 7 -
3.3求铸件尺寸公差 - 7 -
3.4求机械加工余量等级 - 8 -
3.5求RMA(要求的机械加工余量) - 8 -
3.6求毛坯基本尺寸 - 8 -
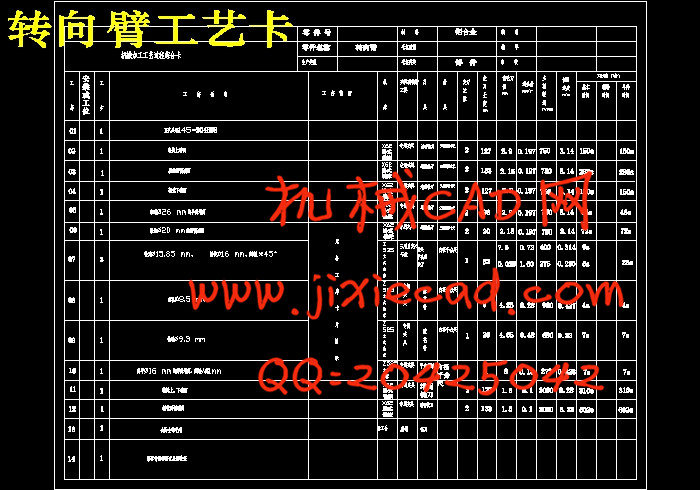
4 工艺路线拟定 - 9 -
4.1定位基准的选择 - 9 -
4.2拟定加工方法和加工方案 - 9 -
4.21工艺路线 - 9 -
4.22确定工艺过程方案 - 10 -
5 选择加工设备及刀具、夹具、量具 - 11 -
5.1选择加工设备与工艺设备 - 11 -
5.11选择机床,根据不同的工序选择机床 - 11 -
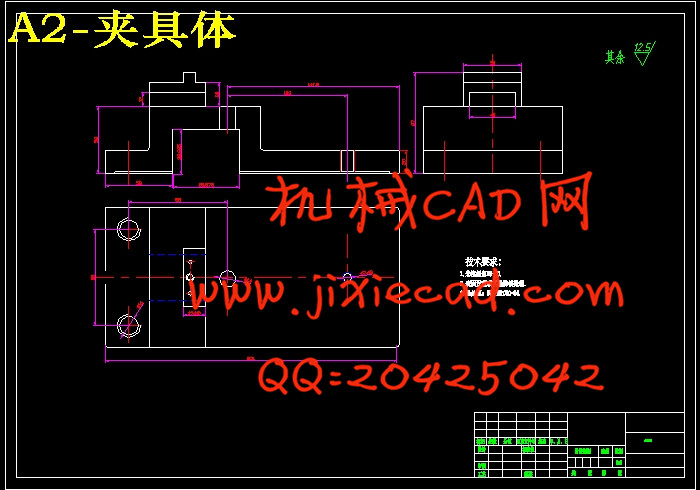
5.12选择夹具 - 12 -
5.13选择刀具,根据不同的工序选择刀具 - 12 -
5.14选择量具 - 12 -
5.2 确定工序尺寸 - 12 -
5.21面的加工(所有面) - 12 -
5.22孔的加工 - 13 -
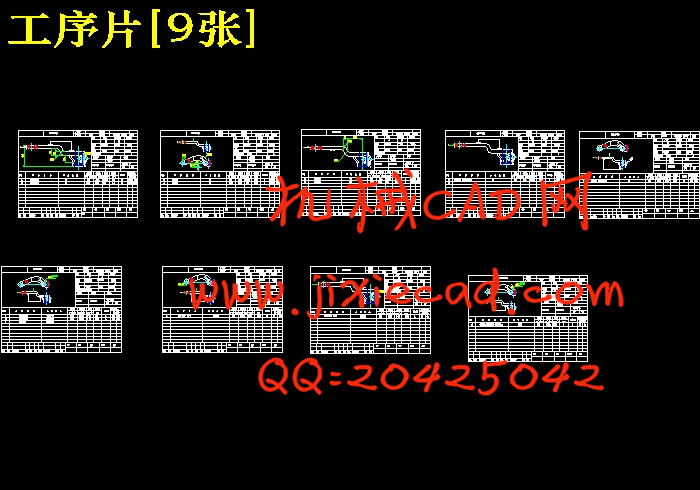
6 确定切削用量及基本时间 - 13 -
6.1 工序号02、03、04 - 13 -
6.2工序号05 - 16 -
6.3工序号06 - 16 -
6.4工序号07 - 17 -
6.5工序号08 - 19 -
6.6工序号09 - 19 -
6.7工序号10 - 21 -
6.8工序号11 - 22 -
心得体会 - 24 -
参考文献 - 24 -
致谢 ………………………………………………………………………………………………- 24 -
摘要 - 1 -
Abstract…………………………………………………………………………………………- 2 -
1 绪论 - 5 -
1.1 高速切削 - 5 -
1.2 高精度控制 - 5 -
1.3 高柔性化 - 5 -
1.4高一体化 - 6 -
1.5 网络化 - 6 -
1.6智能化 - 6 -
2 生产类型的确定 - 6 -
2.1 零件的作用 - 6 -
2.2 零件的工艺分析 - 7 -
2.21 以φ16mm孔的中心线加工表面 - 7 -
2.22 以φ9.3mm孔的中心线加工表面 - 7 -
3选择毛坯、确定毛坯尺寸、设计毛坯图 - 7 -
3.1求最大轮廓尺寸 - 7 -
3.2 选取公差等级CT - 7 -
3.3求铸件尺寸公差 - 7 -
3.4求机械加工余量等级 - 8 -
3.5求RMA(要求的机械加工余量) - 8 -
3.6求毛坯基本尺寸 - 8 -
4 工艺路线拟定 - 9 -
4.1定位基准的选择 - 9 -
4.2拟定加工方法和加工方案 - 9 -
4.21工艺路线 - 9 -
4.22确定工艺过程方案 - 10 -
5 选择加工设备及刀具、夹具、量具 - 11 -
5.1选择加工设备与工艺设备 - 11 -
5.11选择机床,根据不同的工序选择机床 - 11 -
5.12选择夹具 - 12 -
5.13选择刀具,根据不同的工序选择刀具 - 12 -
5.14选择量具 - 12 -
5.2 确定工序尺寸 - 12 -
5.21面的加工(所有面) - 12 -
5.22孔的加工 - 13 -
6 确定切削用量及基本时间 - 13 -
6.1 工序号02、03、04 - 13 -
6.2工序号05 - 16 -
6.3工序号06 - 16 -
6.4工序号07 - 17 -
6.5工序号08 - 19 -
6.6工序号09 - 19 -
6.7工序号10 - 21 -
6.8工序号11 - 22 -
心得体会 - 24 -
参考文献 - 24 -
致谢 ………………………………………………………………………………………………- 24 -