设计简介
摘 要
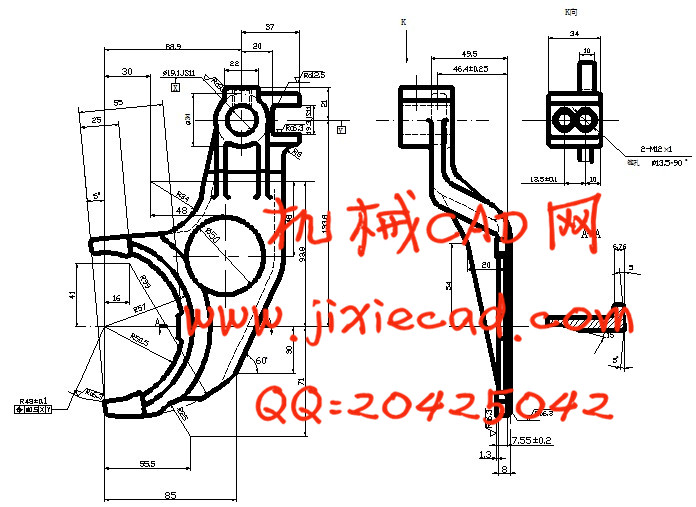
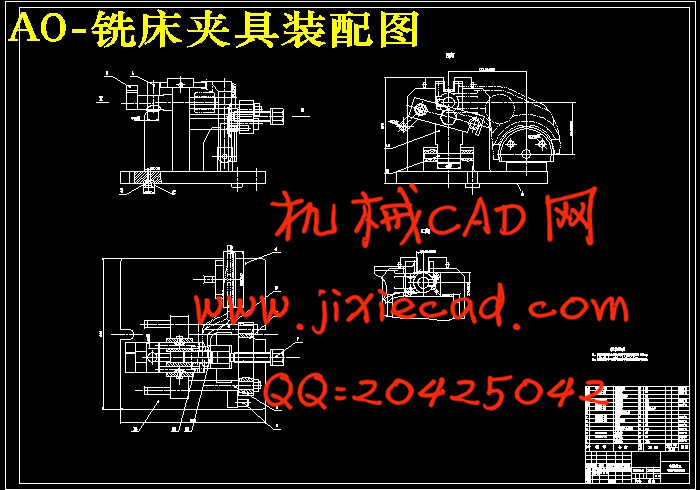
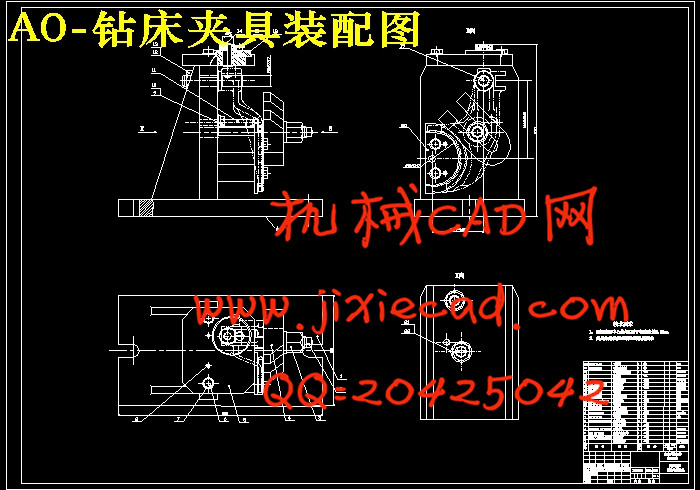
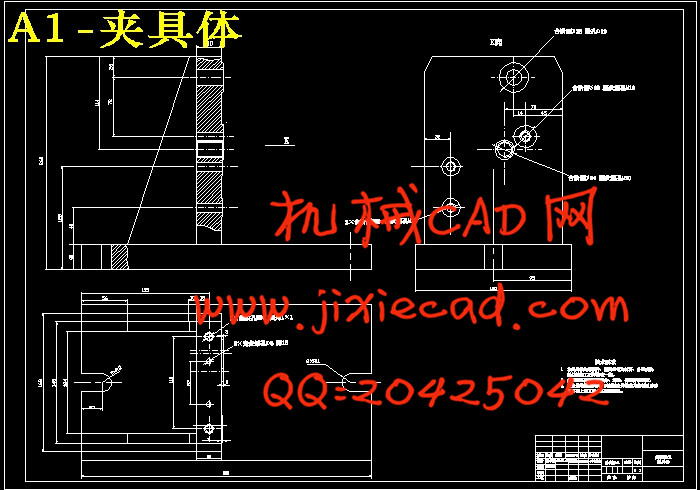
倒档拨叉是变速箱中的重要零件,本次设计的主要内容是倒档拨叉工艺及其部分工序夹具的设计,设计按照标准化要求结合实际情况完成。首先通过分析与比较确定了倒档拨叉较为合理的加工工艺过程,然后依据手册表格选取了各个工序工步的机床和刀具,根据经验公式计算出了各个工序的切削用量和时间定额。最后对工序中铣槽和钻孔两个工序进行了专用夹具的设计,设计出了符合结构简单,操作方便的夹具。通过分析计算确定夹具满足工件定位精度和强度要求。
关键词:倒档拨叉:工艺:夹具
ABSTRACT
Reverse gear shifting fork is the important parts of the gearbox, the main content of this design is the reverse gear shifting fork process and part of the process of fixture design, in accordance with the standard requirements combined with the actual situation to complete the design. First through the analysis and comparison to determine the reverse gear shifting fork is more reasonable process and form based on manual selected each procedure and machine tools, according to the empirical formula calculated each working procedure of cutting dosage and time quota. At last, the design of the special jig for the milling groove and the drilling two processes is designed, and the fixture is designed, which is simple in structure and easy to operate.. Determine the fixture to meet the accuracy and intensity of the workpiece positioning by analysis.
Keywords: reverse gear shifting fork: Technology: fixture
目 录
倒档拨叉是变速箱中的重要零件,本次设计的主要内容是倒档拨叉工艺及其部分工序夹具的设计,设计按照标准化要求结合实际情况完成。首先通过分析与比较确定了倒档拨叉较为合理的加工工艺过程,然后依据手册表格选取了各个工序工步的机床和刀具,根据经验公式计算出了各个工序的切削用量和时间定额。最后对工序中铣槽和钻孔两个工序进行了专用夹具的设计,设计出了符合结构简单,操作方便的夹具。通过分析计算确定夹具满足工件定位精度和强度要求。
关键词:倒档拨叉:工艺:夹具
ABSTRACT
Reverse gear shifting fork is the important parts of the gearbox, the main content of this design is the reverse gear shifting fork process and part of the process of fixture design, in accordance with the standard requirements combined with the actual situation to complete the design. First through the analysis and comparison to determine the reverse gear shifting fork is more reasonable process and form based on manual selected each procedure and machine tools, according to the empirical formula calculated each working procedure of cutting dosage and time quota. At last, the design of the special jig for the milling groove and the drilling two processes is designed, and the fixture is designed, which is simple in structure and easy to operate.. Determine the fixture to meet the accuracy and intensity of the workpiece positioning by analysis.
Keywords: reverse gear shifting fork: Technology: fixture
目 录
第一章 前 言 1
1.1 设计的目的 1
1.2 研究的内容和意义 2
1.3 目前国内外存在的现状及存在的问题 2
第二章 制订机械加工工艺规程的步骤和内容 3
2.1 零件的工艺分析 3
2.1.1零件的用途 3
2.1.2零件的技术要求 4
2.2 零件的生产类型及毛坯制造 5
2.2.1 确定零件的生产类型 5
2.2.2 机械加工零件生产类型的划分 6
2.2.3毛坯的制造种类和制造方法 6
2.3 拟定工艺路线 6
2.3.1选择定位基准 6
2.3.2表面加工方法的选择 8
2.3.3工序顺序的安排 8
2.4工艺路线的拟定 9
2.4.1工艺路线的预拟定 9
2.4.2工艺方案的比较分析及确定 10
2.4.3金属切削机床的选择 11
第三章 加工余量和工序尺寸的确定 14
3.1 概述 14
3.1.1加工余量的分类 14
3.1.2加工余量的确定原则与确定方法 15
3.2 确定毛坯余量 15
3.3确定工序余量 16
第四章 切削用量的选择和时间定额的计算 18
4.1切削用量的选择 18
4.1.1合理选择切削用量 18
4.1.2选择切削用量的基本原则 19
4.2时间定额的确定 19
4.2.1时间定额定义 19
4.2.2时间定额的组成 19
4.3各工序的切削用量及时间定额 20
第五章 部分工序专用夹具设计 37
5.1机床夹具的概述 37
1.1 设计的目的 1
1.2 研究的内容和意义 2
1.3 目前国内外存在的现状及存在的问题 2
第二章 制订机械加工工艺规程的步骤和内容 3
2.1 零件的工艺分析 3
2.1.1零件的用途 3
2.1.2零件的技术要求 4
2.2 零件的生产类型及毛坯制造 5
2.2.1 确定零件的生产类型 5
2.2.2 机械加工零件生产类型的划分 6
2.2.3毛坯的制造种类和制造方法 6
2.3 拟定工艺路线 6
2.3.1选择定位基准 6
2.3.2表面加工方法的选择 8
2.3.3工序顺序的安排 8
2.4工艺路线的拟定 9
2.4.1工艺路线的预拟定 9
2.4.2工艺方案的比较分析及确定 10
2.4.3金属切削机床的选择 11
第三章 加工余量和工序尺寸的确定 14
3.1 概述 14
3.1.1加工余量的分类 14
3.1.2加工余量的确定原则与确定方法 15
3.2 确定毛坯余量 15
3.3确定工序余量 16
第四章 切削用量的选择和时间定额的计算 18
4.1切削用量的选择 18
4.1.1合理选择切削用量 18
4.1.2选择切削用量的基本原则 19
4.2时间定额的确定 19
4.2.1时间定额定义 19
4.2.2时间定额的组成 19
4.3各工序的切削用量及时间定额 20
第五章 部分工序专用夹具设计 37
5.1机床夹具的概述 37
5.2机床夹具的分类与组成 38
5.2.1机床夹具的分类 38
5.2.2专用机床夹具的组成 38
5.3机床夹具设计方法 38
5.3.1机床夹具设计要求 38
5.3.2专用机床夹具的设计步骤 38
5.4部分工序专用夹具设计 39
5.4.1 工序Ⅵ卧式铣床上铣槽专用夹具设计 39
5.4.2钻孔、锪孔、攻丝专用夹具设计 49
结 论 52
参 考 文 献 53
致 谢 54