设计简介
发动机连杆加工工艺分析与设计
摘 要
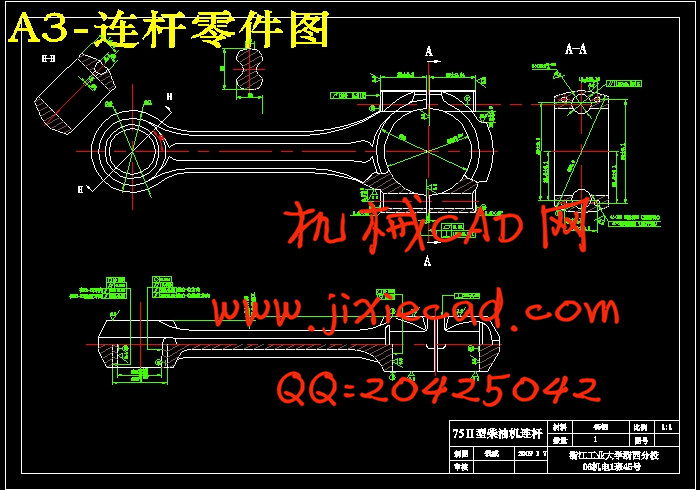
因为连杆是活塞式发动机和压缩机的主要零件之一,其大头孔与曲轴连接,小头孔通过活塞销与活塞连接,其作用是将活塞的气体压力传送给曲轴,又收曲轴驱动而带动活塞压缩汽缸中的气体。连杆承受的是冲击动载荷,因此要求连杆质量小,强度高。所以在安排工艺过程时,按照“先基准后一般”的加工原则。连杆的主要加工表面为大小头孔和两端面,较重要的加工表面为连杆体和盖的结合面及螺栓孔定位面。
由于连杆既是传力零件,又是运动件,不能单靠加大连杆尺寸来提高其承载能力,须综合材料选用、结构设计。在对其设计中我们先对连杆工艺过程分析,联系实际通过对其具体设计的了解进行连杆机械加工工艺过程分析及其一些机械加工余量、工序尺寸的确定。
关键词:发动机,连杆,定位基面,工艺设计
目 录
第一章 发动机的概述 1
1.1发动机的定义 1
1.2发动机的发展历史 1
1.3发动机的分类 2
1.4发动机的总体结构 2
第二章 连杆的分析 3
2.1连杆的作用 3
2.2连杆的结构特点 3
2.3连杆的工艺分析 4
第三章 连杆工艺规程设计 7
3.1确定连杆的材料和毛坯 7
3.2连杆的机械加工工艺过程 7
3.4连杆的机械加工工艺过程的夹紧方法 8
第四章 连杆机械加工工艺过程分析 9
4.1.工艺过程的安排 9
4.2连杆主要加工表面的工序安排 9
4.3连杆机械加工工艺路线 10
第五章 机械加工余量、工序尺寸的确定 12
5.1大头孔两端面的加工余量及工序尺寸 12
5.2小头孔端面加工余量及工序尺寸 12
5.3小头孔的加工余量及工序尺寸 12
5.4大头孔的加工余量及工序尺寸 13
5.5螺栓孔加工余量及工序尺寸 13
5.6小头油孔加工余量及工序尺寸 13
5.7连杆盖定位销孔加工余量及工序尺寸 14
5.8小头油孔加工余量及工序尺寸 14
5.9确定切削用量及工时 14
5.10工艺卡片的制订 15
谢 辞 29
参考资料 30
附录 31
摘 要
因为连杆是活塞式发动机和压缩机的主要零件之一,其大头孔与曲轴连接,小头孔通过活塞销与活塞连接,其作用是将活塞的气体压力传送给曲轴,又收曲轴驱动而带动活塞压缩汽缸中的气体。连杆承受的是冲击动载荷,因此要求连杆质量小,强度高。所以在安排工艺过程时,按照“先基准后一般”的加工原则。连杆的主要加工表面为大小头孔和两端面,较重要的加工表面为连杆体和盖的结合面及螺栓孔定位面。
由于连杆既是传力零件,又是运动件,不能单靠加大连杆尺寸来提高其承载能力,须综合材料选用、结构设计。在对其设计中我们先对连杆工艺过程分析,联系实际通过对其具体设计的了解进行连杆机械加工工艺过程分析及其一些机械加工余量、工序尺寸的确定。
关键词:发动机,连杆,定位基面,工艺设计
目 录
第一章 发动机的概述 1
1.1发动机的定义 1
1.2发动机的发展历史 1
1.3发动机的分类 2
1.4发动机的总体结构 2
第二章 连杆的分析 3
2.1连杆的作用 3
2.2连杆的结构特点 3
2.3连杆的工艺分析 4
第三章 连杆工艺规程设计 7
3.1确定连杆的材料和毛坯 7
3.2连杆的机械加工工艺过程 7
3.4连杆的机械加工工艺过程的夹紧方法 8
第四章 连杆机械加工工艺过程分析 9
4.1.工艺过程的安排 9
4.2连杆主要加工表面的工序安排 9
4.3连杆机械加工工艺路线 10
第五章 机械加工余量、工序尺寸的确定 12
5.1大头孔两端面的加工余量及工序尺寸 12
5.2小头孔端面加工余量及工序尺寸 12
5.3小头孔的加工余量及工序尺寸 12
5.4大头孔的加工余量及工序尺寸 13
5.5螺栓孔加工余量及工序尺寸 13
5.6小头油孔加工余量及工序尺寸 13
5.7连杆盖定位销孔加工余量及工序尺寸 14
5.8小头油孔加工余量及工序尺寸 14
5.9确定切削用量及工时 14
5.10工艺卡片的制订 15
谢 辞 29
参考资料 30
附录 31