设计简介
摘 要
本 文主要研究叶轮座的加工工艺与其专用夹具的设计。根据零件使用要求,分析零件的机械加工工艺性,编制零件机械加工工艺规程,形成全套工艺文件,即工艺过程卡、机加工工艺卡、工序卡;绘制零件图;在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间。设计叶轮座零件加工的专用夹具,绘制夹具装配图及全套非标零件图,分析夹具的定位精度,切削力、夹紧力。关键词:加工工艺;专用夹具;全套工艺文件;定位精度
Abstract
This thesis mainly studies the impeller machining process and its special fixture design. According to parts use requirement, manufacturability analysis of machining parts, prepare the parts machining process planning, formed a full range of technology document, namely the process sheet, machining process CARDS, process CARDS; Draw the part drawing; In the process of making process, to determine the installation location of each process step and the work of the process need, locomotives and machine tools in processing the process feed, cutting depth, spindle speed and cutting speed, the process of fixture, cutting tools and measuring tool, and feeding frequency and feeding length, finally calculated the process of basic time, auxiliary time and service time is carried out. Special fixture design of impeller parts processing, fixture assembly drawings and a full range of non-standard parts charting, analysis of fixture locating precision, cutting force, clamping force.Key words: process; Special fixture; Full set of process documents; Positioning accuracy
目 录
Abstract IV
目 录 V
1 绪论 1
1.1 本课题的研究内容和意义 1
1.2 国内外的发展概况 1
1.3本课题应达到的要求 1
2 零件分析 2
2.1 零件作用与分析 2
2.2零件的生产纲领与生产类型 2
2.3零件的工艺分析 2
2.3.1 主要加工面: 3
2.3.2主要基准面 3
3叶轮座加工的主要问题和工艺过程设计所采取的相应措施 4
3.1 确定毛坯的制造形式 4
3.2基面的选择 4
3.2.1粗基准的选择 4
3.2.2精基准的选择 4
3.3确定加工工艺路线 4
3.4 机械加工余量、工序尺寸及毛坯尺寸的确定 6
3.5 确定切削用量 9
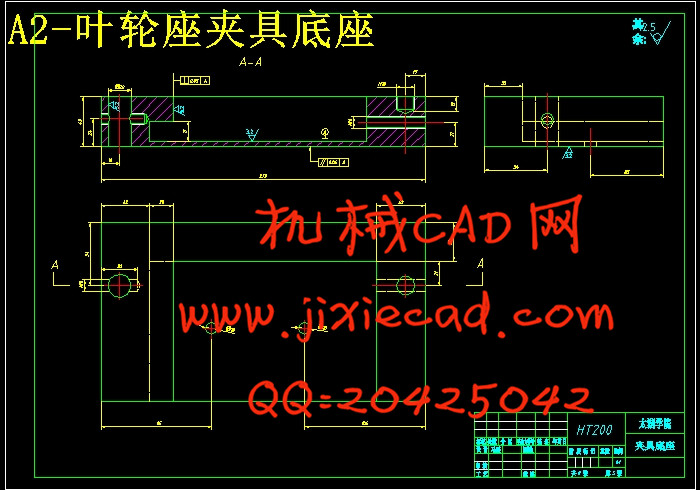
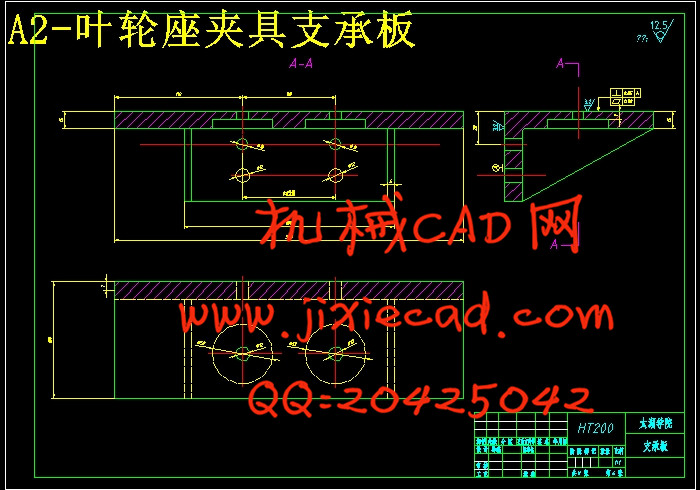
4专用夹具设计 25
4.1零件的加工工艺分析 25
4.2定位基准的选择 25
4.3定位夹紧方案的确定 25
4.4切削力的计算 26
4.5定位元件的设计 27
4.6定位误差计算 27
4.6.1 工件孔与定位心轴的定位误差分析 27
4.6.2 一面两销定位误差分析 28
4.7夹紧元件的设计 30
4.7.1夹紧力的计算 30
4.7.2 自锁条件 30
4.7.3 斜楔增力特性与升角关系 31
4.7.4 斜楔夹紧机构的类型与计算 31
5 结论与展望 33
5.1 结论 33
5.2 不足之处与未来展望 33
致 谢 34
参考文献 35