设计简介
机械制造工艺学课程设计任务书
题目:设计“拨叉831007”零件的机械加工工艺规程及工艺装备(年产量5000件)
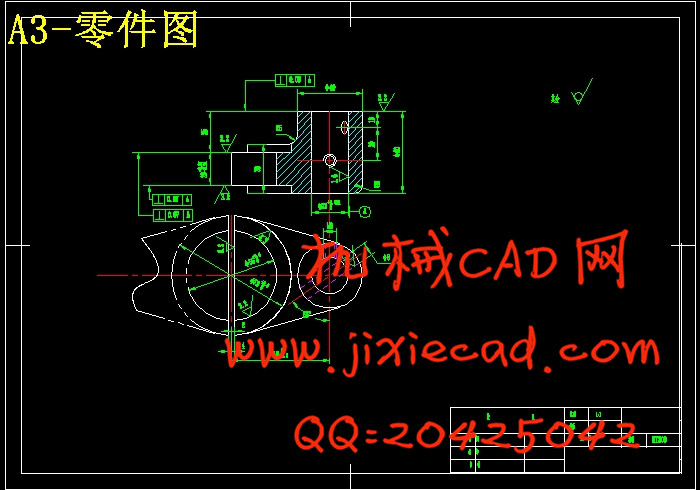
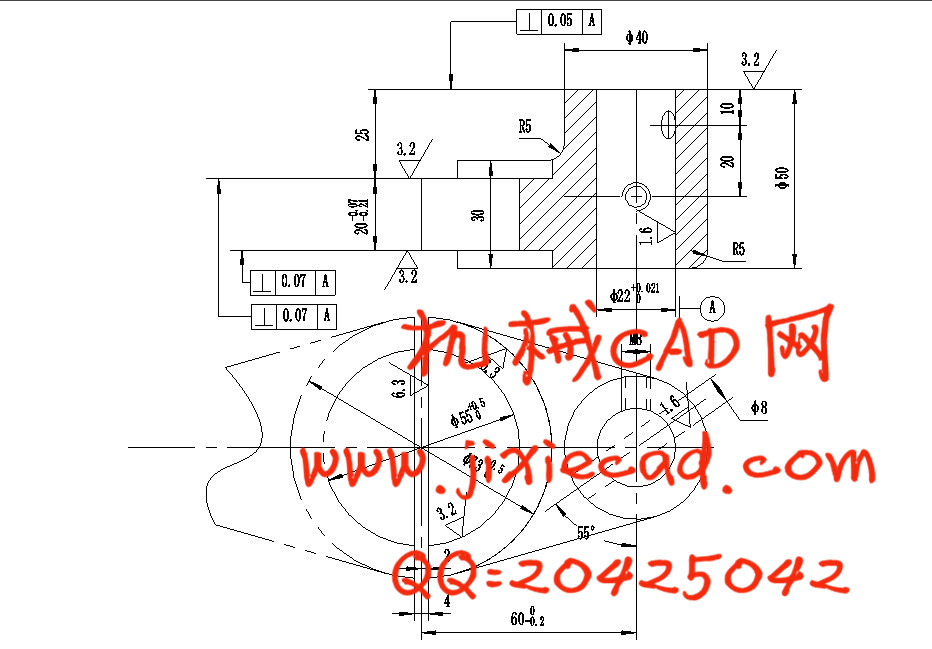
内容:1.零件图 1张
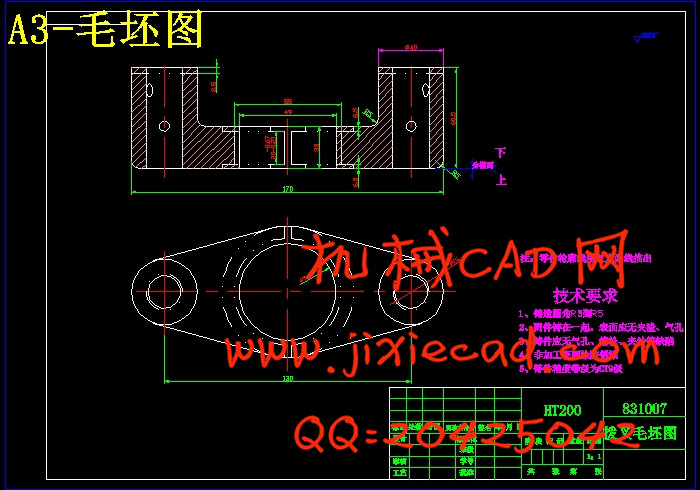
2.毛坯图 1张
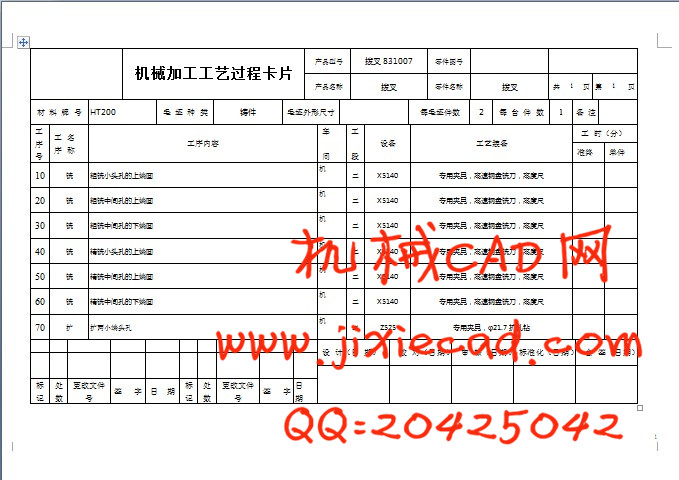
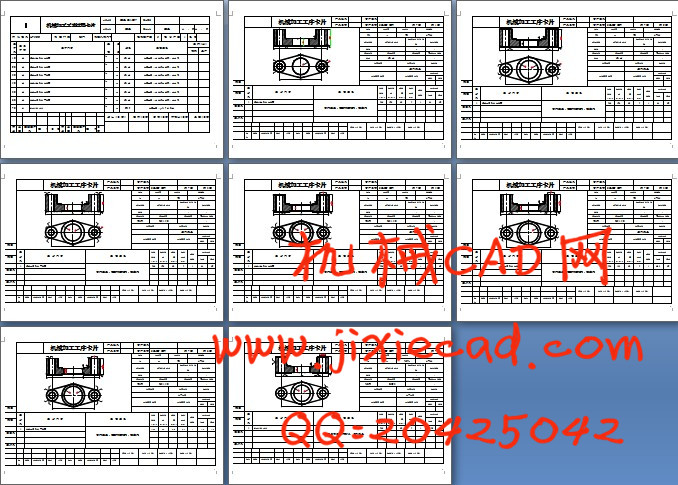
3.机械加工工艺过程综合卡片 1张
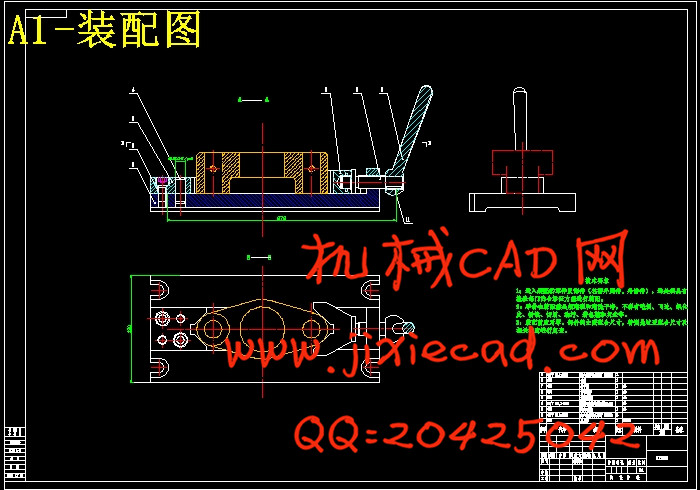
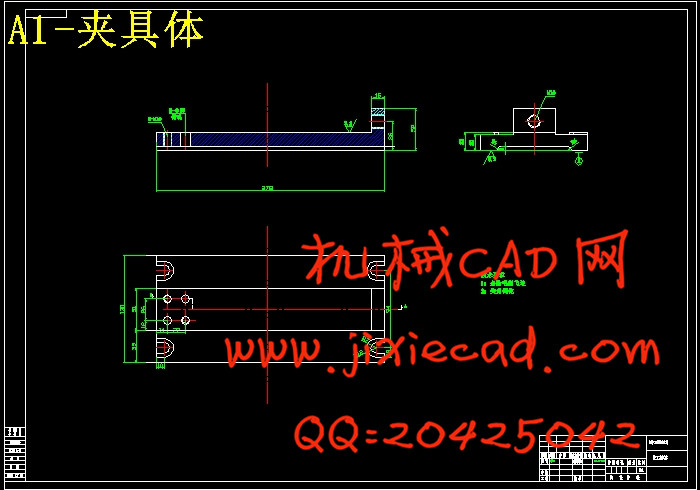
4.夹具设计装配图 1张
5.课程设计说明书 1份
目录
序言... 11
1、零 件 的 分 析... 11
1.1 零件的作用... 11
1.2 零件的工艺分析... 11
1.3 位置要求:... 12
2、工 艺 规 程 设 计... 12
2.1确定毛坯的制造形式... 12
2.2 基面的选择... 12
2.2.1 粗基准的选择:... 12
2.2.2 精基准的选择:... 12
2.3 制定工艺路线... 12
2.3.1 工艺路线方案一:... 12
2.3.2 工艺路线方案二... 13
2.3.3 工艺方案的比较与分析... 13
2.4 机械加工余量、工序尺寸及公差的确定:. 14
3、 确定切削用量及基本工时... 15
工序Ⅰ 以毛坯底边为基准,钻Ф20mm孔, 扩孔至Ф21.8mm. 15
1.加工条件... 15
2.计算切削用量... 15
工序Ⅱ 以底端面为基准,铣Ф40mm上端面,保证其尺寸要求及粗糙度... 16
1.加工条件... 16
2.计算切削用量... 16
工序Ⅲ 以Ф40为精基准,镗Ф55+0.5 0mm,镗Ф73+0.5 0mm保证其尺寸和粗糙度 16
1.加工条件... 16
2.计算切削用量... 17
3. 计算基本工时... 17
工序Ⅳ 粗镗、半精镗、精镗Ф55mm孔至图样尺寸... 17
1.加工条件... 17
2.计算切削用量... 17
工序Ⅳ 以孔φ40为精基准,钻孔至φ7, 铰孔至φ8确保孔内粗糙度为1.6. 18
1.加工条件... 18
2.计算切削用量... 18
3.计算切削基本工时... 18
工序Ⅵ 以φ40上端面为精基准,攻M8螺纹... 19
1.加工条件... 19
2.切削用量... 19
3.计算切削基本工时... 19
工序Ⅶ 倒角,4×R5mm. 19
工序Ⅷ 以φ22mm孔为精基准,将两件两件铣断,铣断量为4,使其粗糙度为6.3. 19
1.加工条件... 19
2.计算切削用量... 20
3.计算切削基本工时... 20
4、夹具设计... 20
4.1 问题的提出... 20
4.2夹具设计... 20
4.2.1定位基准选择... 20
4.2.2切削力及夹紧力计算... 20
4.2.3具体夹具的装配图见附图... 21
4.2.4夹具设计及操作的简要说明... 22
设计总结... 22
参考文献:. 22
序言
课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们大学生活中占有重要的地位。
就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后打下一个良好的基础。
题目:设计“拨叉831007”零件的机械加工工艺规程及工艺装备(年产量5000件)
内容:1.零件图 1张
2.毛坯图 1张
3.机械加工工艺过程综合卡片 1张
4.夹具设计装配图 1张
5.课程设计说明书 1份
目录
序言... 11
1、零 件 的 分 析... 11
1.1 零件的作用... 11
1.2 零件的工艺分析... 11
1.3 位置要求:... 12
2、工 艺 规 程 设 计... 12
2.1确定毛坯的制造形式... 12
2.2 基面的选择... 12
2.2.1 粗基准的选择:... 12
2.2.2 精基准的选择:... 12
2.3 制定工艺路线... 12
2.3.1 工艺路线方案一:... 12
2.3.2 工艺路线方案二... 13
2.3.3 工艺方案的比较与分析... 13
2.4 机械加工余量、工序尺寸及公差的确定:. 14
3、 确定切削用量及基本工时... 15
工序Ⅰ 以毛坯底边为基准,钻Ф20mm孔, 扩孔至Ф21.8mm. 15
1.加工条件... 15
2.计算切削用量... 15
工序Ⅱ 以底端面为基准,铣Ф40mm上端面,保证其尺寸要求及粗糙度... 16
1.加工条件... 16
2.计算切削用量... 16
工序Ⅲ 以Ф40为精基准,镗Ф55+0.5 0mm,镗Ф73+0.5 0mm保证其尺寸和粗糙度 16
1.加工条件... 16
2.计算切削用量... 17
3. 计算基本工时... 17
工序Ⅳ 粗镗、半精镗、精镗Ф55mm孔至图样尺寸... 17
1.加工条件... 17
2.计算切削用量... 17
工序Ⅳ 以孔φ40为精基准,钻孔至φ7, 铰孔至φ8确保孔内粗糙度为1.6. 18
1.加工条件... 18
2.计算切削用量... 18
3.计算切削基本工时... 18
工序Ⅵ 以φ40上端面为精基准,攻M8螺纹... 19
1.加工条件... 19
2.切削用量... 19
3.计算切削基本工时... 19
工序Ⅶ 倒角,4×R5mm. 19
工序Ⅷ 以φ22mm孔为精基准,将两件两件铣断,铣断量为4,使其粗糙度为6.3. 19
1.加工条件... 19
2.计算切削用量... 20
3.计算切削基本工时... 20
4、夹具设计... 20
4.1 问题的提出... 20
4.2夹具设计... 20
4.2.1定位基准选择... 20
4.2.2切削力及夹紧力计算... 20
4.2.3具体夹具的装配图见附图... 21
4.2.4夹具设计及操作的简要说明... 22
设计总结... 22
参考文献:. 22
序言
课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们大学生活中占有重要的地位。
就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后打下一个良好的基础。