设计简介
摘 要
汽车后桥差减速器的装配质量是影响整个汽车性能的一个重要因素。汽车后桥的装配质量主要受两个因数影响,一个是主齿总成的装配质量,另一个是差减速器内主、被动齿轮是否啮合良好。后桥差速器壳体结构复杂,不便测量,传统的测量方法是手动测量及一些专用检具来进行测量,并且一套测量系统只能检测某种车型的的装配尺寸。而且测量方法有精度低、测量速度慢,干扰因素多等缺点。为了缩短测量时间,提高测量精度,提高测量的可靠性,本文提出了一种全自动高柔性的自动测量方法及其控制系统,并编制了实用的软件。
经过理论分析与实际程序的在线调试,证明此测量方法和控制系统能够实现自动测量装配主齿总成隔套垫片和主减速器壳体所需的装配尺寸,而且具有智能化、通用性强的特点。
关键词: 汽车;后桥差减速器;装配;自动检测
Abstract
The assembly quality of Automotive rear axle differential reducer is an important factor for the entire car performance。The automobile rear axle of car's assembly quality mainly two factor influences, one is the cusp unit assembly quality, another is in the difference reduction gear main, the driven gear whether to mesh good. The rear axle of car differential device shell structure is complex, the inconvenient survey, the traditional measuring technique is the manual survey and some special-purpose examines has carries on the survey, and a set of measurement system can only examine some kind of vehicle type assembly size. Moreover the measuring technique has the precision to be low, the survey speed is slow, disturbance factor many and so on shortcomings. In order to reduce the measuring time, increases the measuring accuracy, enhanced the survey the reliability, this article proposed one completely automatic high flexible automatic sizing method and the control system, and have compiled the practical software.
After the theoretical analysis and the actual procedure's online debugging, proved that this measuring technique and the control system can realize the automatic sizing assembly cusp unit to separate the assembly size which a set of filling piece and the main gear box shell need, and has the intellectualization, the versatile strong characteristic.
Keywords: Automobile;Rear axle of car difference reduction gear;Assembly;Automatic detection
目 录
第一章 绪论............................................................1
1.1课题设计的意义 1
1.2汽车工业的现状和面临的挑战 1
1.3装配的概念 2
1.3.1装配系统图 2
1.3.2装配精度与装配尺寸链 3
1.4装配的组织形式 3
1.4.1不同生产规模下装配工作的特点 3
1.4.2确定装配的自动化程度时一般应考虑的因素 4
1.5装配方法 4
1.5.1互换装配法 4
1.5.2分组装配法 5
1.5.3修配装配法 5
1.5.4调整装配法 5
第二章 设计原理........................................................5
2.1汽车工作原理 6
2.2汽车差速器 6
2.3汽车后桥差速器检测原理 7
2.4同类或相仿零件的检测原理与方法 7
2.5后桥差速器装配尺寸链 9
第三章 制定方案及总体设计.............................................11
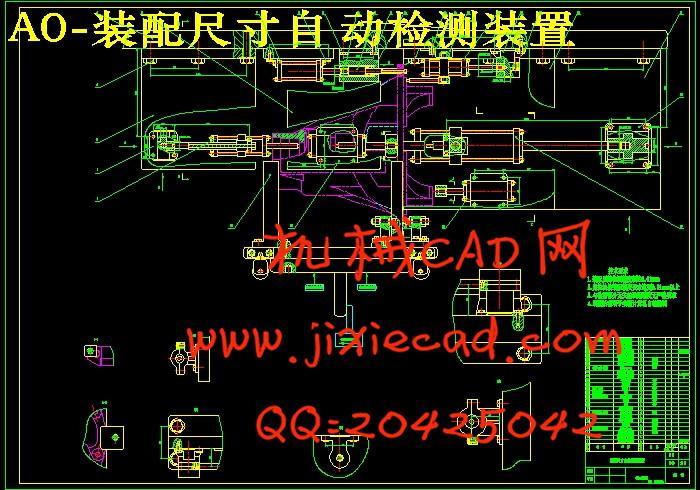
3.1装配尺寸自动检测仪方案选择 11
3.2总体设计 11
3.2.1检测部分 11
3.2.2随行夹具部分 13
第四章 机械结构设计及零部件选择.......................................15
4.具体结构设计 15
4.1气缸移动结构设计 15
4.2检测气缸活塞杆固定件结构设计 18
4.3随行夹具检测时横向移动机构设计 18
4.4液压夹紧抬起机构液压缸的选择 19
4.5止口定位件及气缸支撑件设计 19
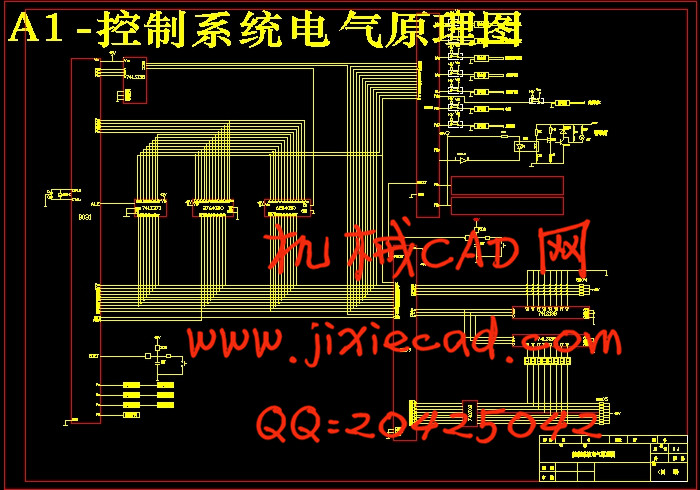
第五章 控制系统设计及控制元件选择.....................................20
5.1控制系统总体设计 20
5.1.1 控制系统的总体结构 20
5.1.2 MCS-51单片机引脚及8031总线结构和引脚功能 20
5.2单片机外部总线的扩展 24
5.2.1外部程序储存器的扩展 24
5.2.2外部数据储存器的扩展 26
5.2.3 8255可编程并行I/O接口扩展 28
5.2.4人机联系接口技术 30
5.3传感器的选择 35
总 结...............................................................38
参考文献...............................................................39
致 谢...............................................................40
汽车后桥差减速器的装配质量是影响整个汽车性能的一个重要因素。汽车后桥的装配质量主要受两个因数影响,一个是主齿总成的装配质量,另一个是差减速器内主、被动齿轮是否啮合良好。后桥差速器壳体结构复杂,不便测量,传统的测量方法是手动测量及一些专用检具来进行测量,并且一套测量系统只能检测某种车型的的装配尺寸。而且测量方法有精度低、测量速度慢,干扰因素多等缺点。为了缩短测量时间,提高测量精度,提高测量的可靠性,本文提出了一种全自动高柔性的自动测量方法及其控制系统,并编制了实用的软件。
经过理论分析与实际程序的在线调试,证明此测量方法和控制系统能够实现自动测量装配主齿总成隔套垫片和主减速器壳体所需的装配尺寸,而且具有智能化、通用性强的特点。
关键词: 汽车;后桥差减速器;装配;自动检测
Abstract
The assembly quality of Automotive rear axle differential reducer is an important factor for the entire car performance。The automobile rear axle of car's assembly quality mainly two factor influences, one is the cusp unit assembly quality, another is in the difference reduction gear main, the driven gear whether to mesh good. The rear axle of car differential device shell structure is complex, the inconvenient survey, the traditional measuring technique is the manual survey and some special-purpose examines has carries on the survey, and a set of measurement system can only examine some kind of vehicle type assembly size. Moreover the measuring technique has the precision to be low, the survey speed is slow, disturbance factor many and so on shortcomings. In order to reduce the measuring time, increases the measuring accuracy, enhanced the survey the reliability, this article proposed one completely automatic high flexible automatic sizing method and the control system, and have compiled the practical software.
After the theoretical analysis and the actual procedure's online debugging, proved that this measuring technique and the control system can realize the automatic sizing assembly cusp unit to separate the assembly size which a set of filling piece and the main gear box shell need, and has the intellectualization, the versatile strong characteristic.
Keywords: Automobile;Rear axle of car difference reduction gear;Assembly;Automatic detection
目 录
第一章 绪论............................................................1
1.1课题设计的意义 1
1.2汽车工业的现状和面临的挑战 1
1.3装配的概念 2
1.3.1装配系统图 2
1.3.2装配精度与装配尺寸链 3
1.4装配的组织形式 3
1.4.1不同生产规模下装配工作的特点 3
1.4.2确定装配的自动化程度时一般应考虑的因素 4
1.5装配方法 4
1.5.1互换装配法 4
1.5.2分组装配法 5
1.5.3修配装配法 5
1.5.4调整装配法 5
第二章 设计原理........................................................5
2.1汽车工作原理 6
2.2汽车差速器 6
2.3汽车后桥差速器检测原理 7
2.4同类或相仿零件的检测原理与方法 7
2.5后桥差速器装配尺寸链 9
第三章 制定方案及总体设计.............................................11
3.1装配尺寸自动检测仪方案选择 11
3.2总体设计 11
3.2.1检测部分 11
3.2.2随行夹具部分 13
第四章 机械结构设计及零部件选择.......................................15
4.具体结构设计 15
4.1气缸移动结构设计 15
4.2检测气缸活塞杆固定件结构设计 18
4.3随行夹具检测时横向移动机构设计 18
4.4液压夹紧抬起机构液压缸的选择 19
4.5止口定位件及气缸支撑件设计 19
第五章 控制系统设计及控制元件选择.....................................20
5.1控制系统总体设计 20
5.1.1 控制系统的总体结构 20
5.1.2 MCS-51单片机引脚及8031总线结构和引脚功能 20
5.2单片机外部总线的扩展 24
5.2.1外部程序储存器的扩展 24
5.2.2外部数据储存器的扩展 26
5.2.3 8255可编程并行I/O接口扩展 28
5.2.4人机联系接口技术 30
5.3传感器的选择 35
总 结...............................................................38
参考文献...............................................................39
致 谢...............................................................40