设计简介
摘 要
随着现代工业的发展,有孔类零件愈来愈多的被应用到各种机械设备中,而深孔加工难度高,加工工作量大,一般需要专门的设备,其价格昂贵,对于非专业化深孔加工的厂家,成本过高,而采用普通机床改装为深孔加工机床具有成本低、制造周期短以及一床多用等优点,已成为许多生产厂家的首选方案。因此设计这样一套在普通车床、钻床、数控机床及加工中心上都能使用的附件,是生产到中很需要的。
本文以负压抽屑原理、高压雾化冷却机理为基础,设计了一套深孔加工附件,实现了普通车床的深孔加工。
关键词:钻削;深孔;高压雾化;喷嘴;负压抽屑;附件
Abstract
With the development of modern industry, there holes more and more parts to be applied to various mechanical devices, and deep processing of high difficulty processing workload, generally require specialized equipment, its high price, for non-professional of deep processing factories, the cost is too high, while the ordinary machine adapted for deep hole drilling machine with low cost, shorter manufacturing cycle, and more than one use, etc., many manufacturers have become the preferred solution. Therefore, the general design of such a lathe, drilling machine, CNC machine tools and machining centers can use the attachment is in production to be necessary.
In this paper, the principle of negative pressure pumping debris, high pressure spray cooling mechanism based design of a deep hole processing accessories to achieve the deep hole machining lathe.
Key Words: drilling; hole; high-pressure spray; nozzle; vacuum pumping debris; Accessories
随着现代工业的发展,有孔类零件愈来愈多的被应用到各种机械设备中,而深孔加工难度高,加工工作量大,一般需要专门的设备,其价格昂贵,对于非专业化深孔加工的厂家,成本过高,而采用普通机床改装为深孔加工机床具有成本低、制造周期短以及一床多用等优点,已成为许多生产厂家的首选方案。因此设计这样一套在普通车床、钻床、数控机床及加工中心上都能使用的附件,是生产到中很需要的。
本文以负压抽屑原理、高压雾化冷却机理为基础,设计了一套深孔加工附件,实现了普通车床的深孔加工。
关键词:钻削;深孔;高压雾化;喷嘴;负压抽屑;附件
Abstract
With the development of modern industry, there holes more and more parts to be applied to various mechanical devices, and deep processing of high difficulty processing workload, generally require specialized equipment, its high price, for non-professional of deep processing factories, the cost is too high, while the ordinary machine adapted for deep hole drilling machine with low cost, shorter manufacturing cycle, and more than one use, etc., many manufacturers have become the preferred solution. Therefore, the general design of such a lathe, drilling machine, CNC machine tools and machining centers can use the attachment is in production to be necessary.
In this paper, the principle of negative pressure pumping debris, high pressure spray cooling mechanism based design of a deep hole processing accessories to achieve the deep hole machining lathe.
Key Words: drilling; hole; high-pressure spray; nozzle; vacuum pumping debris; Accessories
目 录
1 绪论 1
1.1前言 1
1.2深孔加工特点 1
1.2.1从加工的切削状况看 1
1.2.2从深孔加工的运动方式看 1
1.2.3从深孔加工的排屑方式看 2
1.3深孔加工发展概况 2
1.3.1国外深孔加工的发展 2
1.3.2国内深孔加工的发展 3
1.4课题背景 4
1.4.1枪钻系统 4
1.4.2 BTA系统 4
1.4.3喷吸钻系统 5
1.4.4 DF喷吸钻系统 5
1.5本文主要研究工作 6
2 附件结构设计 8
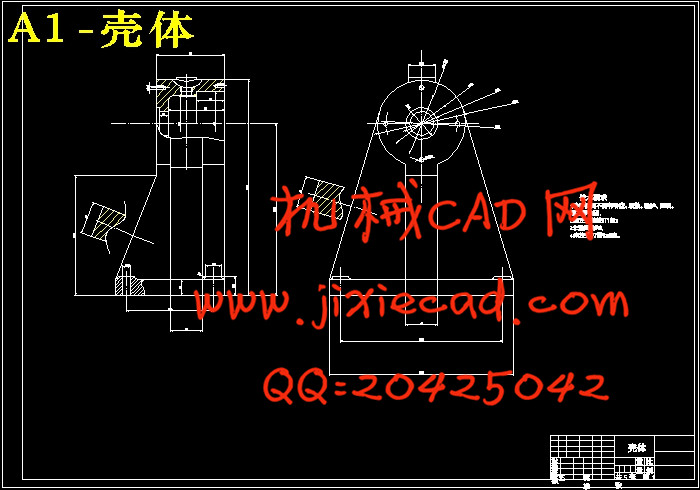
2.1深孔加工附件的总体方案设计 8
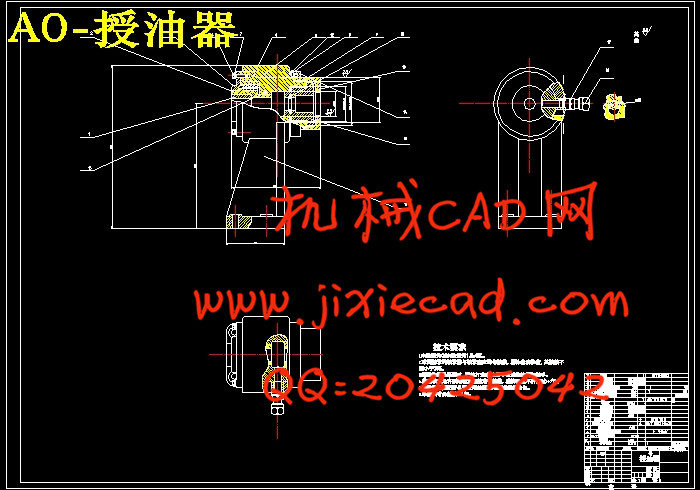
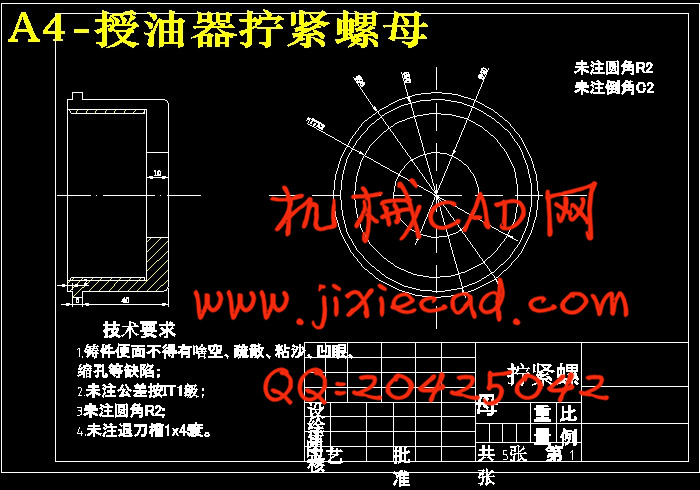
2.2授油器的设计 8
2.2.1授油器的结构设计 8
2.2.2各零件设计及计算计算 10
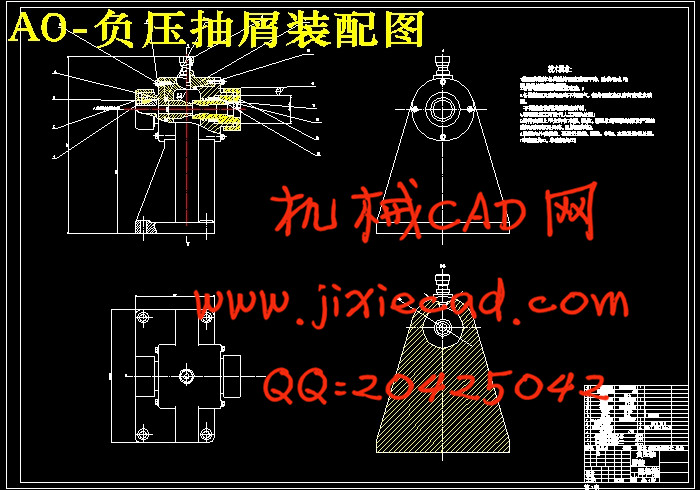
2.3负压装置的设计 12
2.3.1负压抽屑机理 12
2.3.2负压抽屑装置结构设计 14
2.3.3各零件设计计算 14
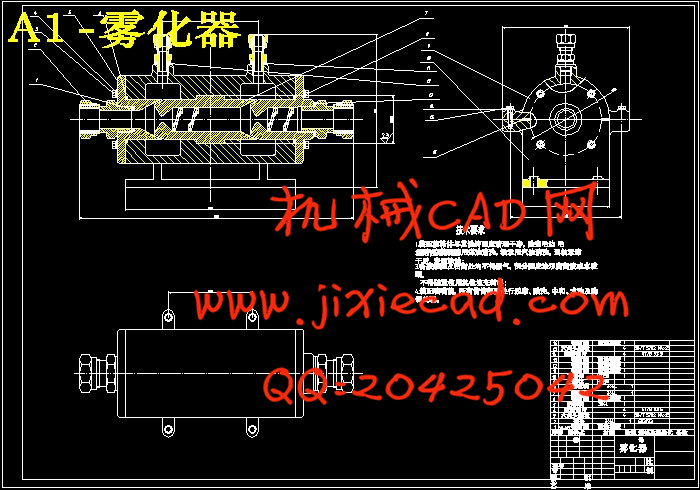
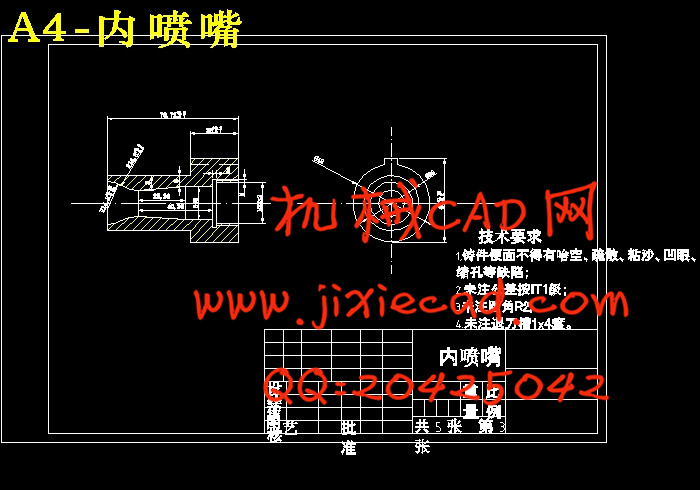
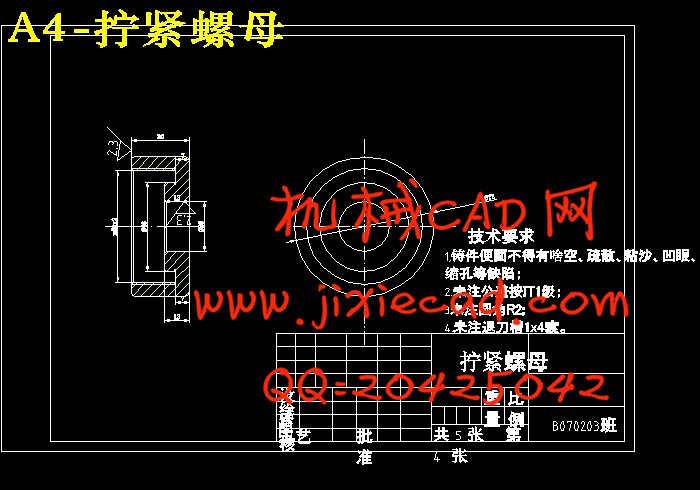
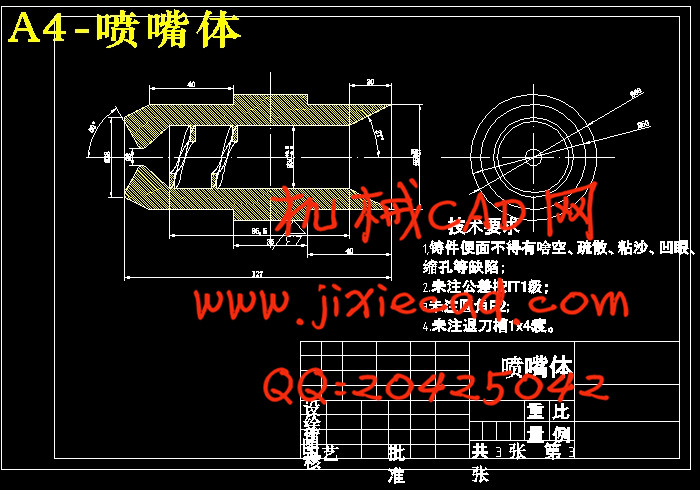
2.4高压雾化装置设计 17
2.4.1高压雾化冷却排屑简介 17
2.4.2高压雾化装置的原理 18
2.4.3高压雾化装置方案设计 18
2.4.4高压雾化装置结构设计 19
3 附件油路系统设计及实践 21
3.1附件油路系统设计 21
3.2实现在机床上安装 22
4 结论 23
参考文献 24
致 谢 25
1 绪论 1
1.1前言 1
1.2深孔加工特点 1
1.2.1从加工的切削状况看 1
1.2.2从深孔加工的运动方式看 1
1.2.3从深孔加工的排屑方式看 2
1.3深孔加工发展概况 2
1.3.1国外深孔加工的发展 2
1.3.2国内深孔加工的发展 3
1.4课题背景 4
1.4.1枪钻系统 4
1.4.2 BTA系统 4
1.4.3喷吸钻系统 5
1.4.4 DF喷吸钻系统 5
1.5本文主要研究工作 6
2 附件结构设计 8
2.1深孔加工附件的总体方案设计 8
2.2授油器的设计 8
2.2.1授油器的结构设计 8
2.2.2各零件设计及计算计算 10
2.3负压装置的设计 12
2.3.1负压抽屑机理 12
2.3.2负压抽屑装置结构设计 14
2.3.3各零件设计计算 14
2.4高压雾化装置设计 17
2.4.1高压雾化冷却排屑简介 17
2.4.2高压雾化装置的原理 18
2.4.3高压雾化装置方案设计 18
2.4.4高压雾化装置结构设计 19
3 附件油路系统设计及实践 21
3.1附件油路系统设计 21
3.2实现在机床上安装 22
4 结论 23
参考文献 24
致 谢 25