设计简介
摘 要
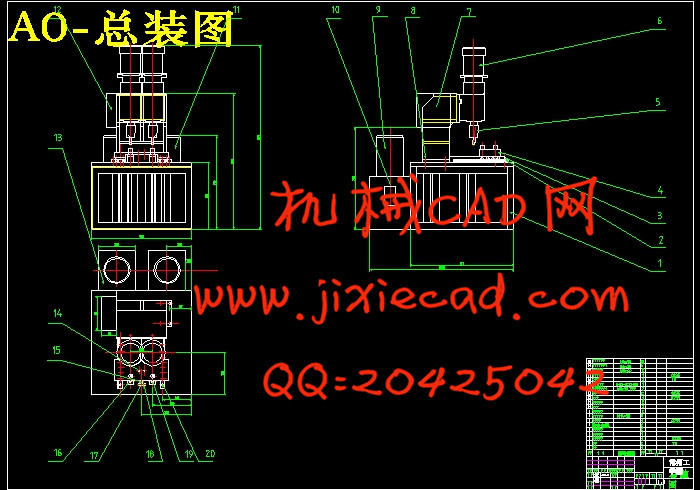
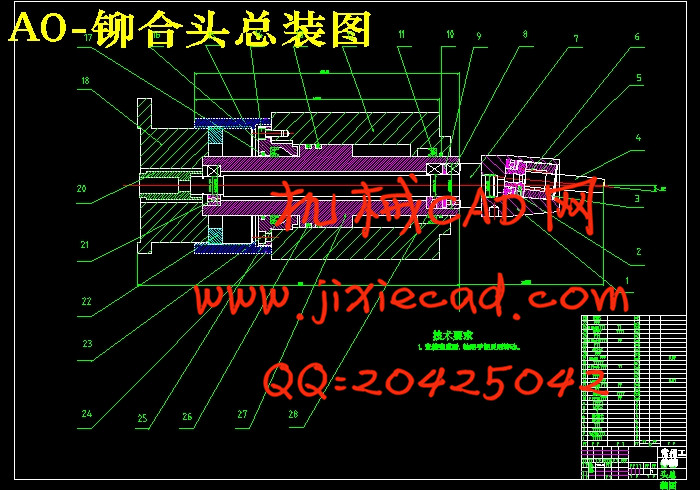
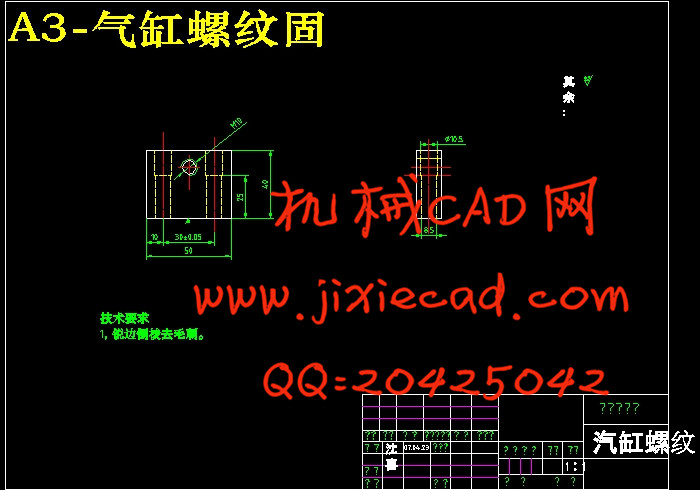
本人工作场所有1毫米钢板要与6毫米45钢铆钉相连接,现采用设备为液压冲铆机,声音大,铆接质量差,废品率高; 由于是单头铆接,所以工作效率低,安全性差,易伤手,造成工伤事故影响极坏,故结合本人兴趣决定根据冷碾挤压原理设计一台双头液压冷碾铆接机。
关键词:液压,冷碾铆接,液压冲铆机
目 录
第一章 冷碾铆接法的基本原理及工艺特点…………………1
1.1冷碾铆接法 …………………………………………………1
第二章 冷碾铆接法同传统铆接法的工艺特性比……………1
第三章 冷碾铆接效益 ………………………………………1
3.1径向铆接机主要特点 …………………………………………3
3.2无铆钉连接的优点 ……………………………………………3
3.3摆铆型铆接机…………………………………………………4
第四章 设计方案的确定………………………………………5
4.1电机的选择……………………………………………………5
4.1.1 电机容量的选择 ………………………………………………5
4.2传动比的分配…………………………………………………5
4.3轴的受力分析…………………………………………………6
4.4轴的初步计算…………………………………………………7
4.4.1轴的结构设计 …………………………………………………7
4.5轴承的选择……………………………………………………7
4.5.1轴上滚动轴承的选择 ………………………………………7
4.5.2铆接侧轴上滚动轴承的选择 ………………………………7
第五章 结论 …………………………………………………9
致谢……………………………………………………………10
参考文献………………………………………………………11
本人工作场所有1毫米钢板要与6毫米45钢铆钉相连接,现采用设备为液压冲铆机,声音大,铆接质量差,废品率高; 由于是单头铆接,所以工作效率低,安全性差,易伤手,造成工伤事故影响极坏,故结合本人兴趣决定根据冷碾挤压原理设计一台双头液压冷碾铆接机。
关键词:液压,冷碾铆接,液压冲铆机
目 录
第一章 冷碾铆接法的基本原理及工艺特点…………………1
1.1冷碾铆接法 …………………………………………………1
第二章 冷碾铆接法同传统铆接法的工艺特性比……………1
第三章 冷碾铆接效益 ………………………………………1
3.1径向铆接机主要特点 …………………………………………3
3.2无铆钉连接的优点 ……………………………………………3
3.3摆铆型铆接机…………………………………………………4
第四章 设计方案的确定………………………………………5
4.1电机的选择……………………………………………………5
4.1.1 电机容量的选择 ………………………………………………5
4.2传动比的分配…………………………………………………5
4.3轴的受力分析…………………………………………………6
4.4轴的初步计算…………………………………………………7
4.4.1轴的结构设计 …………………………………………………7
4.5轴承的选择……………………………………………………7
4.5.1轴上滚动轴承的选择 ………………………………………7
4.5.2铆接侧轴上滚动轴承的选择 ………………………………7
第五章 结论 …………………………………………………9
致谢……………………………………………………………10
参考文献………………………………………………………11