设计简介
摘要
管端成型作为空调设备不可缺少的重要环节之一,国内专门制造用于管端成型的通用机床比较少,大多数都是专用机床,生产效率比较高,但是灵活性小,对于不同管件的加工具有一定的局限性。目前国内胀管法主要分为机械成型,管端偏心回转成型,利用NC工作机的管端成型,无模成型四种方法。
该机用于将铝管或铜管管端加工成杯状、喇叭状,适用于批量生产,而且也可满足其它材料管件的胀形加工。目前,国内专门制造用于管端成型的通用机床比较少,大多数都是专用机床,生产效率比较高,但是灵活性小,对于不同管件的加工具有一定的局限性。目前,国内专门制造用于管端成型的通用机床比较少,大多数都是专用机床,生产效率比较高,但是灵活性小,对于不同管件的加工具有一定的局限性。因此本课题设计的这一产品具有较高的使用价值和普遍性。
关键词:管端成型机;胀形加工;专用机床
Abstract
The jet formation takes one of air-conditioning plant essential important links, domestic makes specially uses in the jet formation the general engine bed being quite few, majority is the special purpose machine, the production efficiency is quite high, but the flexibility is small, has certain limitation regarding the different fitting's processing. At present the domestic expanding tube law mainly divides into the machinery formation, the jet bias rotation formation, uses the NC working machine's jet formation, the non-mold takes shape four methods.
This machine uses in the aluminum tube or the copper pipe jet processes the shape of cup, the loudspeaker shape, is suitable in the volume production, moreover may also satisfy other material fitting's bulging processing. At present, domestic makes specially uses in the jet formation the general engine bed being quite few, majority is the special purpose machine, the production efficiency is quite high, but the flexibility is small, has certain limitation regarding the different fitting's processing. At present, domestic makes specially uses in the jet formation the general engine bed being quite few, majority is the special purpose machine, the production efficiency is quite high, but the flexibility is small, has certain limitation regarding the different fitting's processing. Therefore this topic design's this product has the high use value and the universality.
Key words:Copper pipe shaper;Bulging processing;Special purpose machine
目录
引言 1
1、管端成型机总体结构方案拟定 2
1.1目前管端成型技术的几种方法 2
1.1.1机械成型 2
1.1.2管端偏心回转成型 2
1.1.3利用NC工作机的管端成型 3
1.1.4无模成型 3
1.2管端成型方法选定 3
1.3管端成型机构的组成 4
1.4管端成型机构的工作原理 5
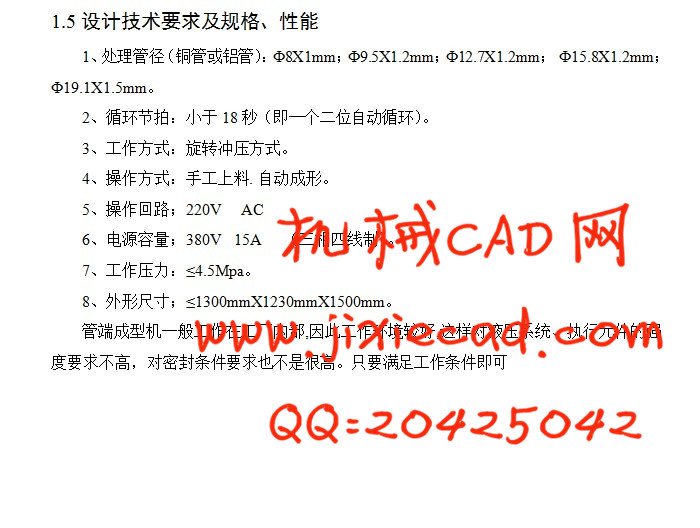
1.5设计技术要求及规格、性能 5
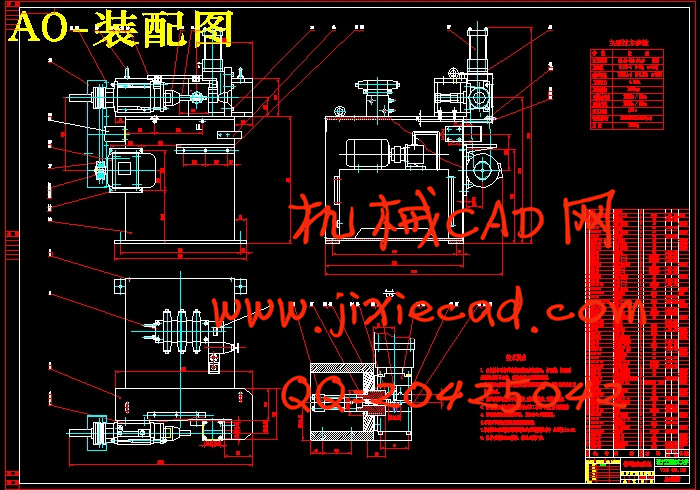
2、旋转冲压主机设计 7
2.1旋转冲压主机整体结构的一般布置 7
2.4旋转冲压主机工作原理 7
2.2驱动电动机选择 7
2.3、带传动设计 8
2.2.1设计功率 8
2.2.2带型确定 8
2.2.3传动比 9
2.2.4小带轮基准直径 9
2.2.5旋转液压缸实际转速 9
3.2.6带速 10
10
2.2.7初定轴间距 10
2.2.8所求带准长度 10
2.2.9实际轴间距 10
2.2.10小带轮包角 11
2.2.11确定单根V带的基本额定功率 11
2.2.12额定功率增量 12
2.2.13确定V带根数 12
2.2.14确定单根V带的预紧力 13
2.3 零部件设计 13
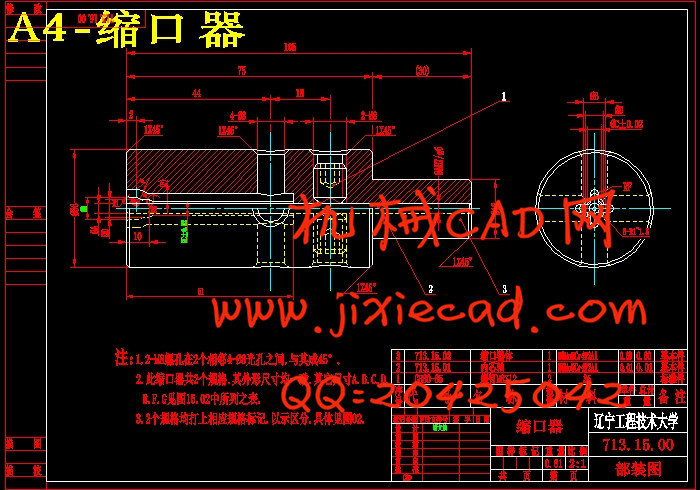
2.3.1加紧部零件结构图 13
2.3.2主机机架的结构设计 16
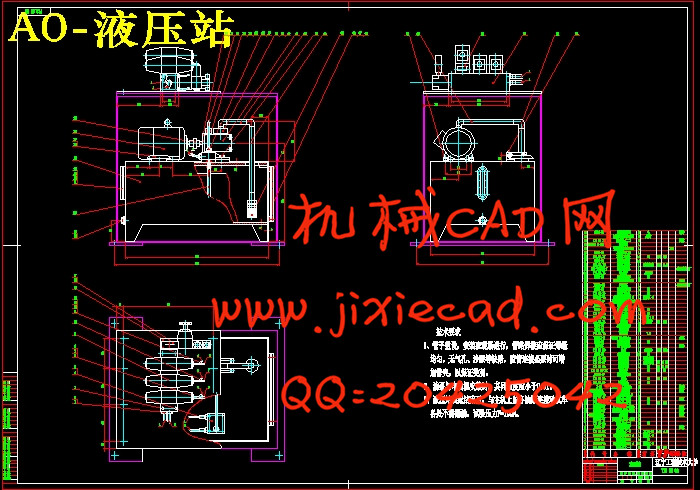
3、液压站设计 18
3.1 胀形力的计算 18
3.2 负载计算 19
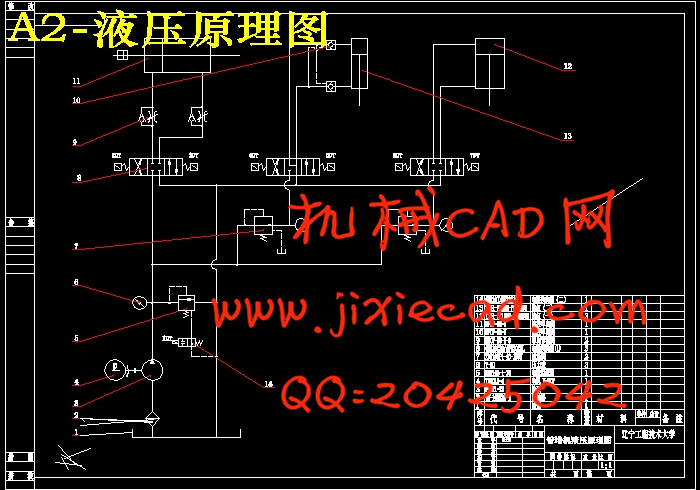
3.3拟定液压系统图 21
3.4 液压系统工作原理 21
3.5液压缸尺寸计算 22
3.5.1旋转冲压液压缸内径尺寸D计算 22
3.5.2旋转冲压液压缸活塞杆直径d尺寸计算 24
3.5.3 活塞杆最大允许计算长度 24
3.5.4 活塞有效计算长度 25
3.5.5 最小导向长度 25
3.5.6 导向套长度 26
3.5.7 缸筒壁厚 26
3.6 旋转冲压液压缸强度校核 27
3.6.1活塞杆应力 校核 27
校核 27
3.6.2缸筒强度验算 27
3.6.3油缸稳定性验算 28
3.7夹紧液压缸计算 30
3.7.1 计算作用在夹紧缸活塞上的总机械载荷F 30
3.7.2夹紧液压缸内径尺寸D计算 30
3.7.3夹紧液压缸活塞杆直径d尺寸计算 31
3.7.4活塞杆最大允许计算长度 31
3.7.5 活塞有效计算长度 32
3.7.6 最小导向长度 32
3.7.7 导向套长度 33
3.7.8 活塞宽度 33
3.7.9缸筒壁厚 33
3.8 夹紧液压缸强度校核 34
3.8.1活塞杆应力 校核 34
校核 34
3.8.2缸筒强度验算 34
3.8.3油缸稳定性验算 35
3.9 元件选型 37
3.9.1 执行器的确定 37
3.9.2 液压泵的确定 37
3.10 液压泵驱动电机的选择 40
3.11 油箱的设计 40
3.11.1油箱容量的计算 40
3.11.2油箱的结构确定 41
3.12各液控元件选用 42
4、经济性分析 43
5、结论 44
致 谢 45
参 考 文 献 46
管端成型作为空调设备不可缺少的重要环节之一,国内专门制造用于管端成型的通用机床比较少,大多数都是专用机床,生产效率比较高,但是灵活性小,对于不同管件的加工具有一定的局限性。目前国内胀管法主要分为机械成型,管端偏心回转成型,利用NC工作机的管端成型,无模成型四种方法。
该机用于将铝管或铜管管端加工成杯状、喇叭状,适用于批量生产,而且也可满足其它材料管件的胀形加工。目前,国内专门制造用于管端成型的通用机床比较少,大多数都是专用机床,生产效率比较高,但是灵活性小,对于不同管件的加工具有一定的局限性。目前,国内专门制造用于管端成型的通用机床比较少,大多数都是专用机床,生产效率比较高,但是灵活性小,对于不同管件的加工具有一定的局限性。因此本课题设计的这一产品具有较高的使用价值和普遍性。
关键词:管端成型机;胀形加工;专用机床
Abstract
The jet formation takes one of air-conditioning plant essential important links, domestic makes specially uses in the jet formation the general engine bed being quite few, majority is the special purpose machine, the production efficiency is quite high, but the flexibility is small, has certain limitation regarding the different fitting's processing. At present the domestic expanding tube law mainly divides into the machinery formation, the jet bias rotation formation, uses the NC working machine's jet formation, the non-mold takes shape four methods.
This machine uses in the aluminum tube or the copper pipe jet processes the shape of cup, the loudspeaker shape, is suitable in the volume production, moreover may also satisfy other material fitting's bulging processing. At present, domestic makes specially uses in the jet formation the general engine bed being quite few, majority is the special purpose machine, the production efficiency is quite high, but the flexibility is small, has certain limitation regarding the different fitting's processing. At present, domestic makes specially uses in the jet formation the general engine bed being quite few, majority is the special purpose machine, the production efficiency is quite high, but the flexibility is small, has certain limitation regarding the different fitting's processing. Therefore this topic design's this product has the high use value and the universality.
Key words:Copper pipe shaper;Bulging processing;Special purpose machine
目录
引言 1
1、管端成型机总体结构方案拟定 2
1.1目前管端成型技术的几种方法 2
1.1.1机械成型 2
1.1.2管端偏心回转成型 2
1.1.3利用NC工作机的管端成型 3
1.1.4无模成型 3
1.2管端成型方法选定 3
1.3管端成型机构的组成 4
1.4管端成型机构的工作原理 5
1.5设计技术要求及规格、性能 5
2、旋转冲压主机设计 7
2.1旋转冲压主机整体结构的一般布置 7
2.4旋转冲压主机工作原理 7
2.2驱动电动机选择 7
2.3、带传动设计 8
2.2.1设计功率 8
2.2.2带型确定 8
2.2.3传动比 9
2.2.4小带轮基准直径 9
2.2.5旋转液压缸实际转速 9
3.2.6带速
2.2.7初定轴间距 10
2.2.8所求带准长度 10
2.2.9实际轴间距 10
2.2.10小带轮包角 11
2.2.11确定单根V带的基本额定功率 11
2.2.12额定功率增量 12
2.2.13确定V带根数 12
2.2.14确定单根V带的预紧力 13
2.3 零部件设计 13
2.3.1加紧部零件结构图 13
2.3.2主机机架的结构设计 16
3、液压站设计 18
3.1 胀形力的计算 18
3.2 负载计算 19
3.3拟定液压系统图 21
3.4 液压系统工作原理 21
3.5液压缸尺寸计算 22
3.5.1旋转冲压液压缸内径尺寸D计算 22
3.5.2旋转冲压液压缸活塞杆直径d尺寸计算 24
3.5.3 活塞杆最大允许计算长度 24
3.5.4 活塞有效计算长度 25
3.5.5 最小导向长度 25
3.5.6 导向套长度 26
3.5.7 缸筒壁厚 26
3.6 旋转冲压液压缸强度校核 27
3.6.1活塞杆应力
3.6.2缸筒强度验算 27
3.6.3油缸稳定性验算 28
3.7夹紧液压缸计算 30
3.7.1 计算作用在夹紧缸活塞上的总机械载荷F 30
3.7.2夹紧液压缸内径尺寸D计算 30
3.7.3夹紧液压缸活塞杆直径d尺寸计算 31
3.7.4活塞杆最大允许计算长度 31
3.7.5 活塞有效计算长度 32
3.7.6 最小导向长度 32
3.7.7 导向套长度 33
3.7.8 活塞宽度 33
3.7.9缸筒壁厚 33
3.8 夹紧液压缸强度校核 34
3.8.1活塞杆应力
3.8.2缸筒强度验算 34
3.8.3油缸稳定性验算 35
3.9 元件选型 37
3.9.1 执行器的确定 37
3.9.2 液压泵的确定 37
3.10 液压泵驱动电机的选择 40
3.11 油箱的设计 40
3.11.1油箱容量的计算 40
3.11.2油箱的结构确定 41
3.12各液控元件选用 42
4、经济性分析 43
5、结论 44
致 谢 45
参 考 文 献 46