设计简介
摘要
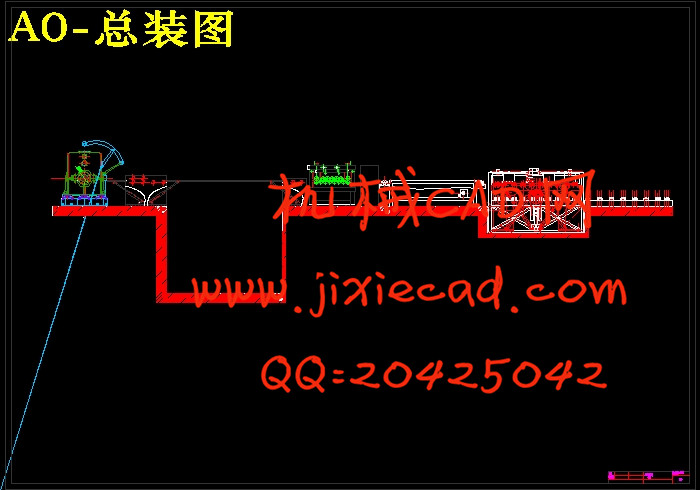
板材厂生产的幅宽成卷钢板一般需要经过校平和分剪, 才能成为最终产品提供给客户使用,因此钢板校平剪板机是钢板厂和板材仓库重要的生产设备。钢板卷材整平剪切机可以对冷轧板、热轧板、不锈钢板、镀锌板、彩涂板等卷料进行整平横切成标准规格的板材, 在一些机动车配件厂、金属餐具厂、轧钢厂、型材厂及电器行业等具有广阔的应用价值。针对传统钢板校平剪板机存在的生产效率和剪切定位精度低的问题,我研究基于PLC成卷钢板校平剪板机自动控制系统。
就目前而言,对低端设备而言,传统方法一般采用直流调速系统,实施方案的缺点是:系统笨重、耗电量大、调试复杂、维护成本高;在定位控制方式方面,一般采用读取行程开关信号后通过预减速配合气压制动的定位方式, 剪切效率很低, 误差较大。而对高端设备,一般采用直流伺服技术,虽然精度和效率得以保证,但价格非常昂贵,产品性能价格比难以令人满意。
Abstract
The width of sheet metal factory steel rolls to go through smoothing and sub-normal shear in order to become final products to customers, thus leveling plate steel mills and plate shears are important production equipment warehouse. Steel coil leveling shearing machine can be cold-rolled plate, hot plate, stainless steel plate, galvanized plate, color coated coil, etc. to cross into the standard leveling plate, in a number of motor vehicle parts factory, metal Tableware plant, rolling mills, profile plant and electrical industries have broad application. Leveling plate shears for the existence of traditional production efficiency and cut the problem of low accuracy, my research is based on PLC leveling plate shears rolls automatic control system.
For now, on the low-end equipment, traditional methods generally use DC drive system, the implementation of the program's weaknesses are: the system bulky and power consumption, debugging complex, high maintenance costs; in terms of positioning control, the general reading Limit switch signal obtained by pre-positioning gear means with the air brake, shearing efficiency is very low, errors. While the high-end equipment, the general DC servo technology, although the accuracy and efficiency can be guaranteed, but the price is very expensive, product cost performance not satisfactory.
引言 5
第1章 液压泵站设计 6
1.1 制定基本方案和绘制液压系统图 6
1.1.1制定基本方案 6
1.2 液压元件的选择与专用件设计 7
1.2.1液压泵的选型。 7
1.2.2 电动机的选择 7
1.2.3 液压阀的选择 8
1.2.4 空气滤清器的选择 9
1.2.5 冷却器的选择 9
1.3 设计液压装置,编制计数文件 10
1.3.1 液压装置总体布局 10
1.3.2 液压阀的配置形式 10
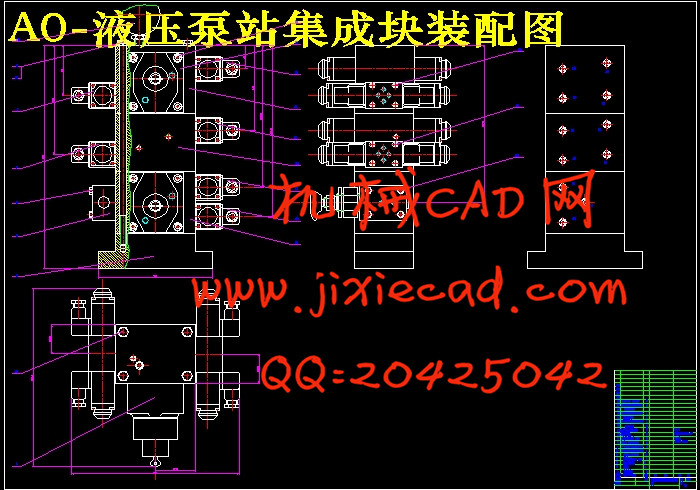
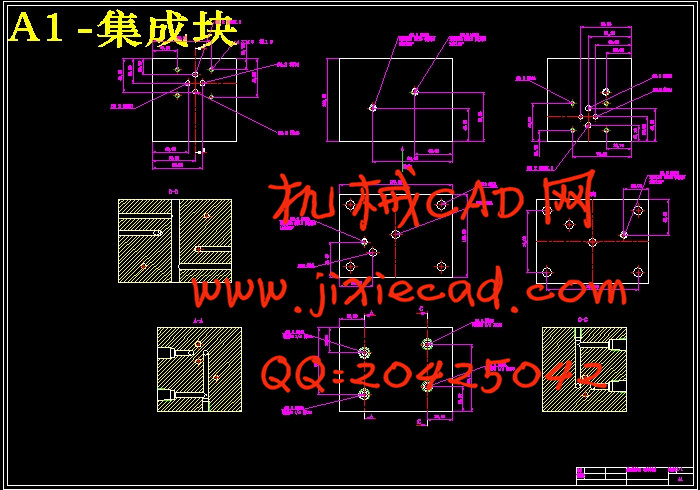
1.3.3 集成块的设计 10
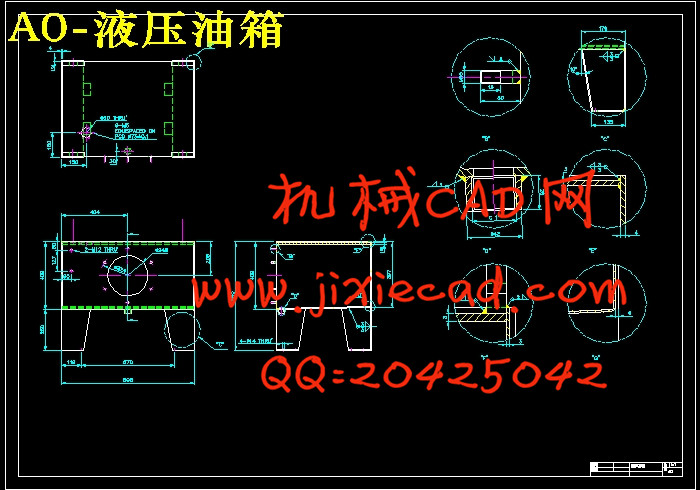
1.4 油箱的设计 11
1.4.1 油箱的设计要点 11
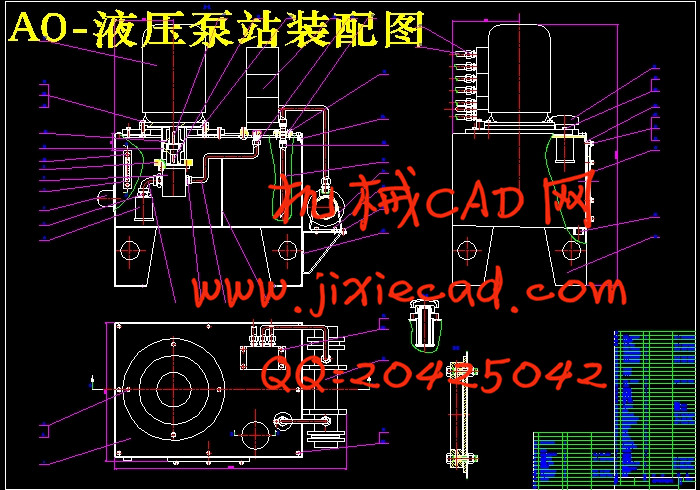
1.5 液压泵站的组装 14
1.5.1、液压元件检查与要求 14
1.5.2、液压元件的拆洗与测试 14
1.5.3.液压元件和管道安装 15
1.5.4 液压泵站的使用与检查 17
第2章 控制系统的设计 18
2.1 概述 18
2.1.1 系统简介 18
2.1.2 系统功能分析系 20
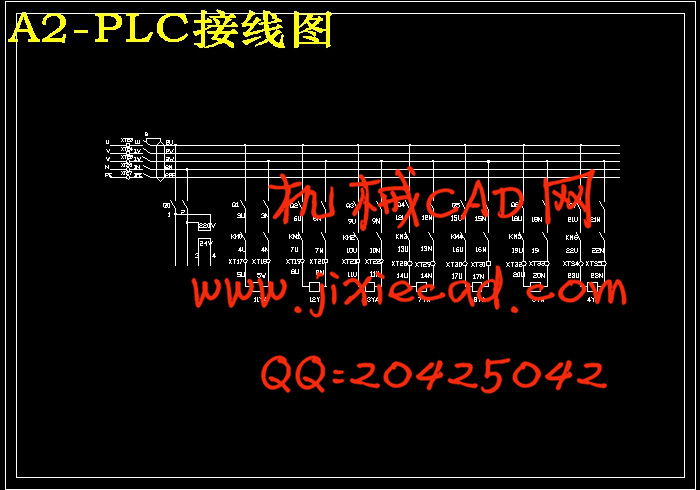
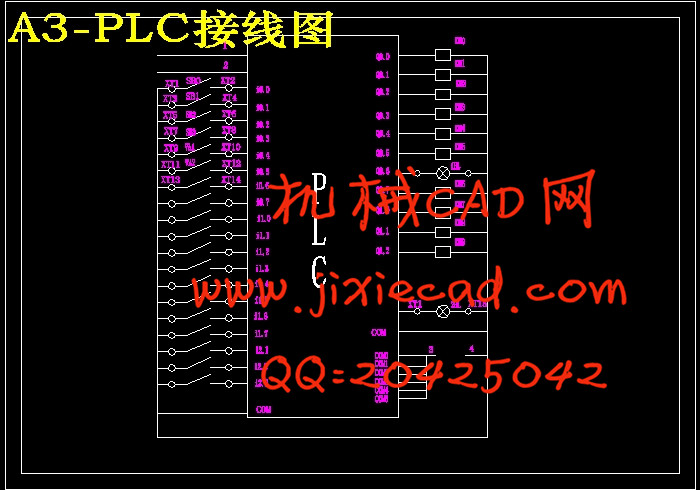
2.1.3 PLC控制系统的使用 20
2.2 系统的总体设计 21
2.2.1 系统结构 21
2.3 硬件系统配置 22
2.3.1 PLC的选型 22
2.3.2 PLC的I/O资源配置 23
2.3.3 其他资源配置 24
2.3.4 其他 26
2.4 软件系统设计 26
2.4.1 控制系统的计算 28
2.4.2 程序 28
2.5 系统存在的问题及解决方法 38
2.5.1 硬件问题 38
2.5.2 软件的问题 38
第3章 设计小结 38
参考资料 39
板材厂生产的幅宽成卷钢板一般需要经过校平和分剪, 才能成为最终产品提供给客户使用,因此钢板校平剪板机是钢板厂和板材仓库重要的生产设备。钢板卷材整平剪切机可以对冷轧板、热轧板、不锈钢板、镀锌板、彩涂板等卷料进行整平横切成标准规格的板材, 在一些机动车配件厂、金属餐具厂、轧钢厂、型材厂及电器行业等具有广阔的应用价值。针对传统钢板校平剪板机存在的生产效率和剪切定位精度低的问题,我研究基于PLC成卷钢板校平剪板机自动控制系统。
就目前而言,对低端设备而言,传统方法一般采用直流调速系统,实施方案的缺点是:系统笨重、耗电量大、调试复杂、维护成本高;在定位控制方式方面,一般采用读取行程开关信号后通过预减速配合气压制动的定位方式, 剪切效率很低, 误差较大。而对高端设备,一般采用直流伺服技术,虽然精度和效率得以保证,但价格非常昂贵,产品性能价格比难以令人满意。
Abstract
The width of sheet metal factory steel rolls to go through smoothing and sub-normal shear in order to become final products to customers, thus leveling plate steel mills and plate shears are important production equipment warehouse. Steel coil leveling shearing machine can be cold-rolled plate, hot plate, stainless steel plate, galvanized plate, color coated coil, etc. to cross into the standard leveling plate, in a number of motor vehicle parts factory, metal Tableware plant, rolling mills, profile plant and electrical industries have broad application. Leveling plate shears for the existence of traditional production efficiency and cut the problem of low accuracy, my research is based on PLC leveling plate shears rolls automatic control system.
For now, on the low-end equipment, traditional methods generally use DC drive system, the implementation of the program's weaknesses are: the system bulky and power consumption, debugging complex, high maintenance costs; in terms of positioning control, the general reading Limit switch signal obtained by pre-positioning gear means with the air brake, shearing efficiency is very low, errors. While the high-end equipment, the general DC servo technology, although the accuracy and efficiency can be guaranteed, but the price is very expensive, product cost performance not satisfactory.
引言 5
第1章 液压泵站设计 6
1.1 制定基本方案和绘制液压系统图 6
1.1.1制定基本方案 6
1.2 液压元件的选择与专用件设计 7
1.2.1液压泵的选型。 7
1.2.2 电动机的选择 7
1.2.3 液压阀的选择 8
1.2.4 空气滤清器的选择 9
1.2.5 冷却器的选择 9
1.3 设计液压装置,编制计数文件 10
1.3.1 液压装置总体布局 10
1.3.2 液压阀的配置形式 10
1.3.3 集成块的设计 10
1.4 油箱的设计 11
1.4.1 油箱的设计要点 11
1.5 液压泵站的组装 14
1.5.1、液压元件检查与要求 14
1.5.2、液压元件的拆洗与测试 14
1.5.3.液压元件和管道安装 15
1.5.4 液压泵站的使用与检查 17
第2章 控制系统的设计 18
2.1 概述 18
2.1.1 系统简介 18
2.1.2 系统功能分析系 20
2.1.3 PLC控制系统的使用 20
2.2 系统的总体设计 21
2.2.1 系统结构 21
2.3 硬件系统配置 22
2.3.1 PLC的选型 22
2.3.2 PLC的I/O资源配置 23
2.3.3 其他资源配置 24
2.3.4 其他 26
2.4 软件系统设计 26
2.4.1 控制系统的计算 28
2.4.2 程序 28
2.5 系统存在的问题及解决方法 38
2.5.1 硬件问题 38
2.5.2 软件的问题 38
第3章 设计小结 38
参考资料 39