设计简介
掘进机箱体加工工艺及组合机床设计
摘 要
掘进机箱体是掘进机的重要零件。箱体的结构形式虽然多种多样,但仍有共同的特点:形状复杂、壁薄且不均匀,内部呈腔形,加工部位多,加工难度大,既有精度要求较高的孔系和平面,也有许多精度要求较低的紧固孔。因此,一般中型机床制造厂用于箱体类零件的机械加工劳动量约占整个产品加工量的15%~20%。这次的设计内容就是掘进机箱体的加工及组合机床的设计。根据.零件的技术要求编排出科学实用、方便、经济、合埋的加工上艺,并从中选扫两道上序进行夹具和组合机床的设计,总的来说就是编排一套科学、方便、经济、合理的加上方案,加工出高质量的掘进机箱体,并使其加上成本尽可能降到最低。
关键词:掘进机、箱体、孔系、组合机床、夹具。
Abstract
Roadheader cabinet is the important se se body parts of roadheader . Enclosure structure form although varied, but still have common characteristics: complex shape, wall thin and uneven, internal cavity shape, the machining parts is more difficult, processing, have higher accuracy of the hole, and many peace surface accuracy requirements of lower tighten holes. Therefore, general medium machine tool factory for cabinet parts machining amount of whole product manufactured accounts for 15% to 20%. This design content is roadheader box processing and combination machine tools design. According to the technical requirements. Parts arrangement at a scientific and practical, convenience, economy, and buried on the processing technique, and choose Saul sequence of two way fixture and combination machine tools design, overall is arranged a set of scientific and convenient, economical and reasonable plus scheme, processing a high quality roadheader cabinet, and make it possible to a minimum. Add cost
Keywords: roadheader, body, holes are, the combination machine tools and fixtures.
目 录
摘要 ··················································Ⅰ
Abstract·····························································································Ⅱ
绪论··································································································· 3
一、零件分析及设计任务书 ··························································· 1
1.1掘进机箱体的工艺分析······························································· 1
1.2掘进机箱体零件的工艺要求及工艺分析··········································1
1.2.1掘进机箱体的技术要求························································1
1.3主要设计内容及设计要求······························································1
二、工艺规程的制定·········································································· 2
2.1掘进机箱体材料及毛坯·································································3
2.2生产类型及工艺特征·····································································3
2.3定位基准的选择·········································································· 3
2.4工艺路线的拟定·········································································· 4
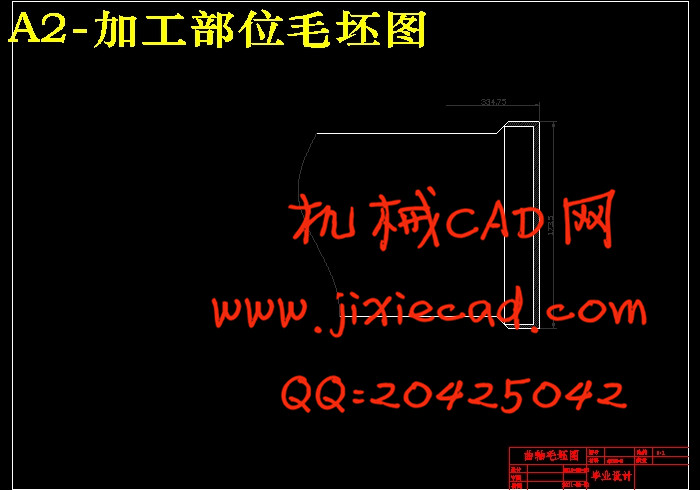
2.5毛坯机械加工余量及工序尺寸确定················································ 6
2.6主要切削用量的确定··································································· 7
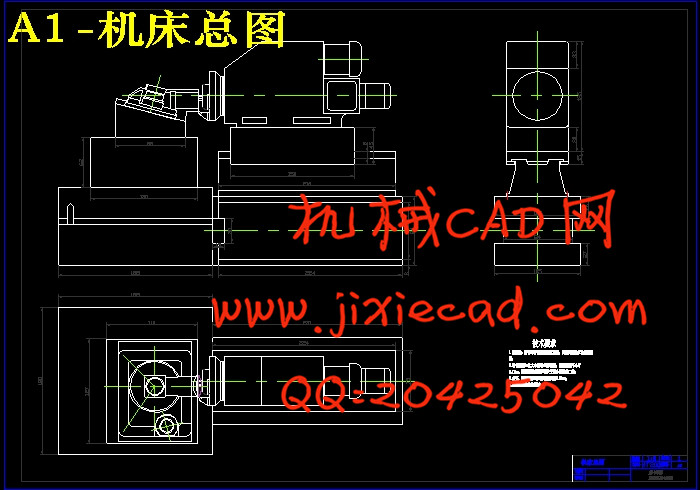
三、车TY170外圆及其端面组合机床的总体设计 ··························9
3.1组合机床结构方案的确定······························································9
2.1.1组合机床的特点··································································9
3.2车外圆及其端面组合机床配置型式的选择·······································10
2.2.1组合机床配置····································································10
2.2.2机床加工精度····································································11
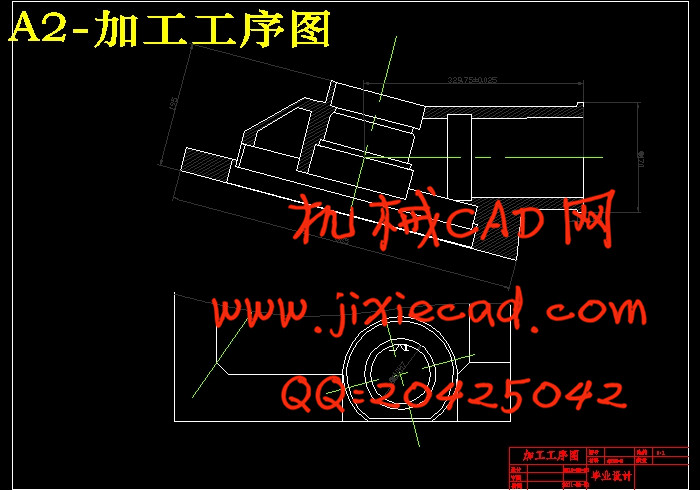
3.3被加工零件工序图······································································11
3.4车外圆及其端面组合机床总图的绘制·············································11
3.4.1机床装料高度的确定··························································14
3.4.2夹具轮廓尺寸的确定··························································14
3.4.3组合机床通用部件的选择····················································14
四、专用夹具设计·············································································15
4.1工件定位分析···········································································15
4.1.1工件定位的基本原理··························································15
4.1.2工件定位方案 ··································································15
4.1.3工件的具体定位方法及其定位元件的选择·····························15
4.1.4定位误差的分析与计算·······················································16
4.2夹紧机构设计··················································································17
4.2.1夹紧设计及操作的简要说明························································19
结论
致谢
参考文献
绪 论
摘 要
掘进机箱体是掘进机的重要零件。箱体的结构形式虽然多种多样,但仍有共同的特点:形状复杂、壁薄且不均匀,内部呈腔形,加工部位多,加工难度大,既有精度要求较高的孔系和平面,也有许多精度要求较低的紧固孔。因此,一般中型机床制造厂用于箱体类零件的机械加工劳动量约占整个产品加工量的15%~20%。这次的设计内容就是掘进机箱体的加工及组合机床的设计。根据.零件的技术要求编排出科学实用、方便、经济、合埋的加工上艺,并从中选扫两道上序进行夹具和组合机床的设计,总的来说就是编排一套科学、方便、经济、合理的加上方案,加工出高质量的掘进机箱体,并使其加上成本尽可能降到最低。
关键词:掘进机、箱体、孔系、组合机床、夹具。
Abstract
Roadheader cabinet is the important se se body parts of roadheader . Enclosure structure form although varied, but still have common characteristics: complex shape, wall thin and uneven, internal cavity shape, the machining parts is more difficult, processing, have higher accuracy of the hole, and many peace surface accuracy requirements of lower tighten holes. Therefore, general medium machine tool factory for cabinet parts machining amount of whole product manufactured accounts for 15% to 20%. This design content is roadheader box processing and combination machine tools design. According to the technical requirements. Parts arrangement at a scientific and practical, convenience, economy, and buried on the processing technique, and choose Saul sequence of two way fixture and combination machine tools design, overall is arranged a set of scientific and convenient, economical and reasonable plus scheme, processing a high quality roadheader cabinet, and make it possible to a minimum. Add cost
Keywords: roadheader, body, holes are, the combination machine tools and fixtures.
目 录
摘要 ··················································Ⅰ
Abstract·····························································································Ⅱ
绪论··································································································· 3
一、零件分析及设计任务书 ··························································· 1
1.1掘进机箱体的工艺分析······························································· 1
1.2掘进机箱体零件的工艺要求及工艺分析··········································1
1.2.1掘进机箱体的技术要求························································1
1.3主要设计内容及设计要求······························································1
二、工艺规程的制定·········································································· 2
2.1掘进机箱体材料及毛坯·································································3
2.2生产类型及工艺特征·····································································3
2.3定位基准的选择·········································································· 3
2.4工艺路线的拟定·········································································· 4
2.5毛坯机械加工余量及工序尺寸确定················································ 6
2.6主要切削用量的确定··································································· 7
三、车TY170外圆及其端面组合机床的总体设计 ··························9
3.1组合机床结构方案的确定······························································9
2.1.1组合机床的特点··································································9
3.2车外圆及其端面组合机床配置型式的选择·······································10
2.2.1组合机床配置····································································10
2.2.2机床加工精度····································································11
3.3被加工零件工序图······································································11
3.4车外圆及其端面组合机床总图的绘制·············································11
3.4.1机床装料高度的确定··························································14
3.4.2夹具轮廓尺寸的确定··························································14
3.4.3组合机床通用部件的选择····················································14
四、专用夹具设计·············································································15
4.1工件定位分析···········································································15
4.1.1工件定位的基本原理··························································15
4.1.2工件定位方案 ··································································15
4.1.3工件的具体定位方法及其定位元件的选择·····························15
4.1.4定位误差的分析与计算·······················································16
4.2夹紧机构设计··················································································17
4.2.1夹紧设计及操作的简要说明························································19
结论
致谢
参考文献
绪 论