设计简介
摘要
纺纱过程中把半制品粗纱或条子经牵伸、加拈、卷绕成细纱管纱的纺纱机器细纱机是纺纱的主要机器,细纱的产量、质量是纺纱工艺各道工序优劣的综合反映。
各种细纱机基本上都由喂入机构、牵伸机构、加拈和卷绕机构组成。
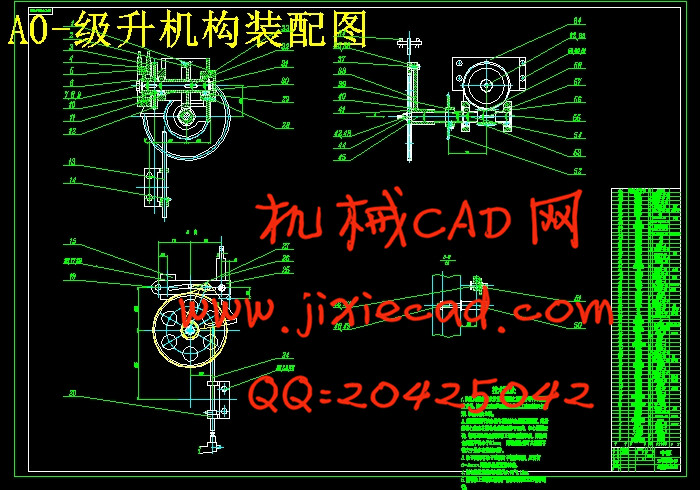
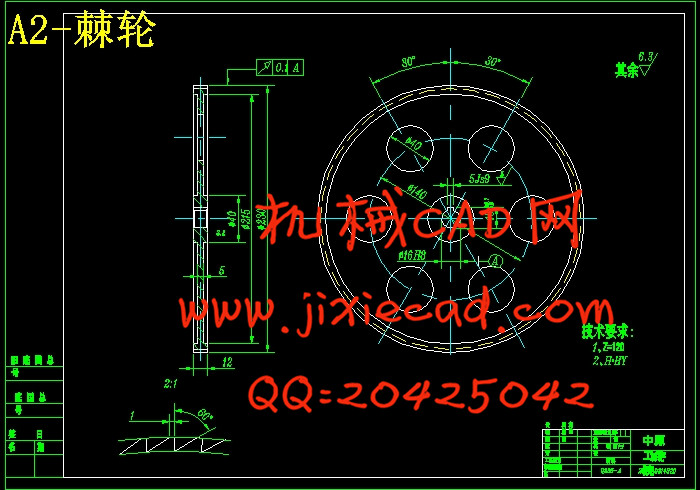
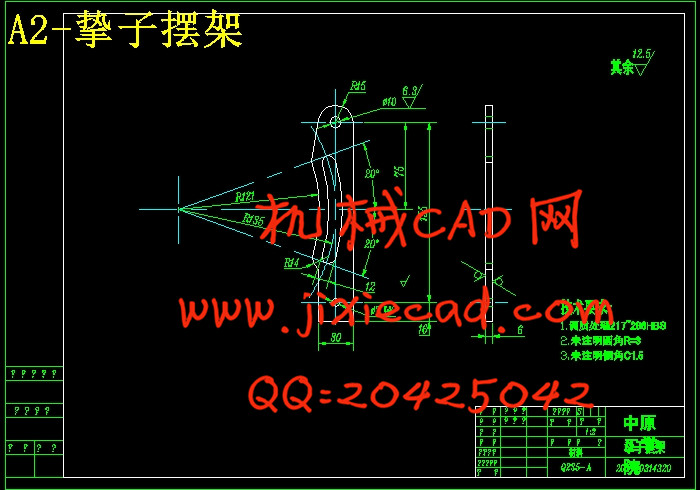
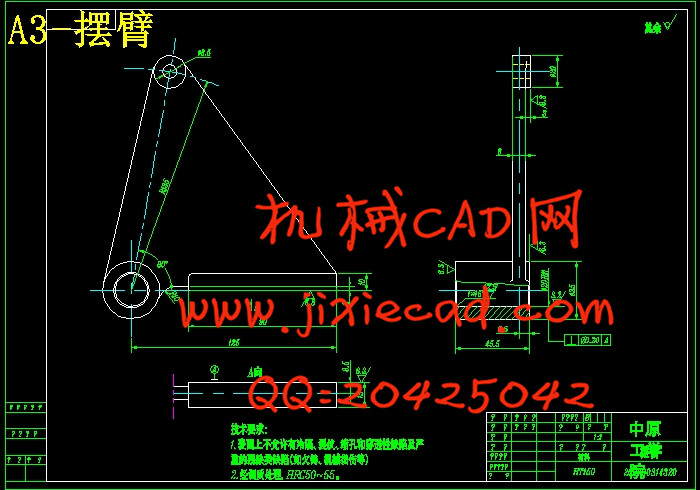
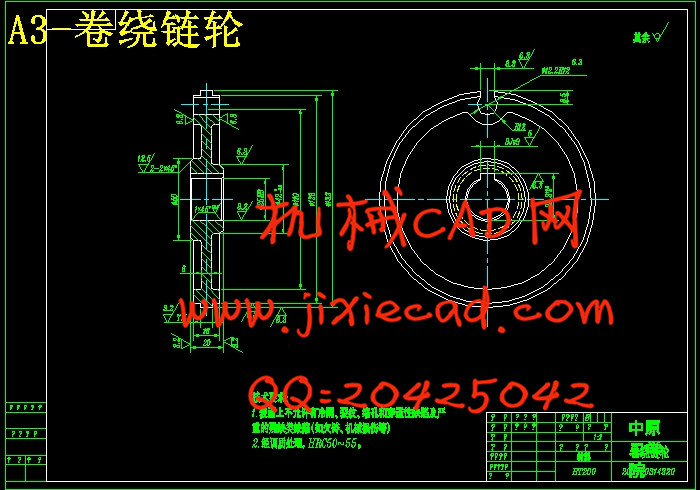
本次设计的就是卷绕机构里最重要的级升成形机构,其工作原理大致是:当纲领板在往复升降过程中使连杆推动挚子撑动棘轮转动工艺所调定的角度,并通过蜗轮蜗杆减速机构缩小比例后由蜗轮同轴上链轮回收主牵动链条达到纲领板级升的目的。当变换纺纱支数时,更换不同齿数的棘轮来满足不同纺纱支数管纱成型要求。
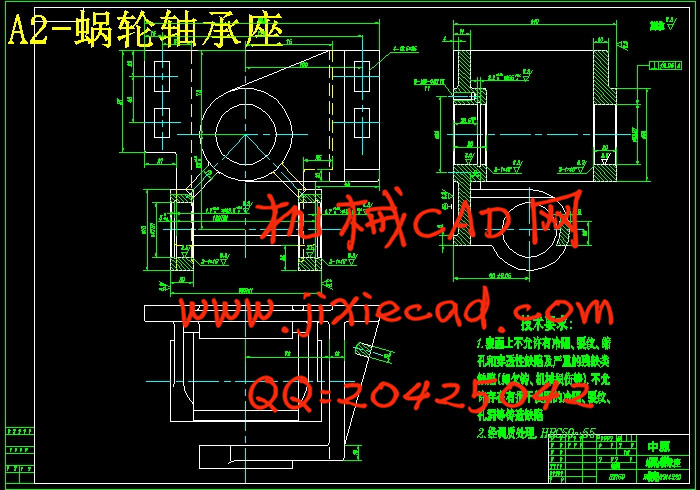
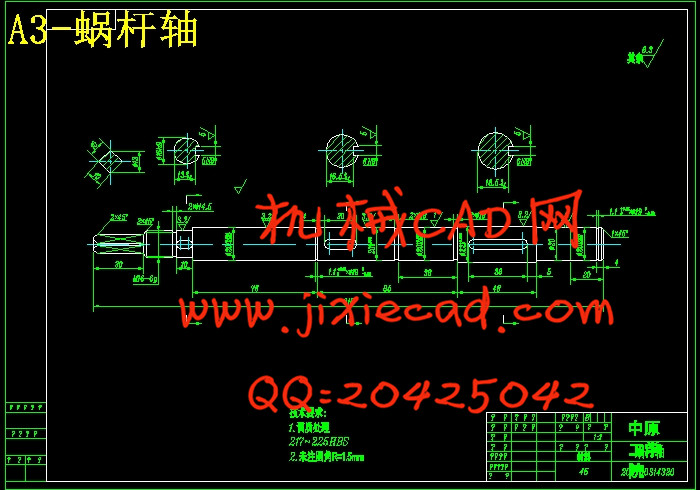
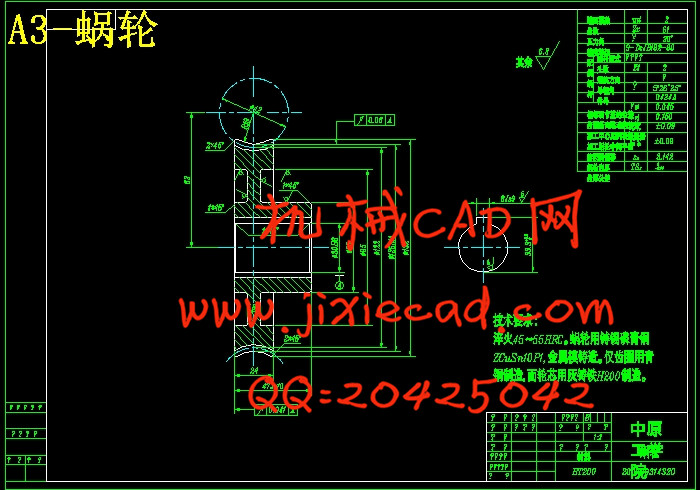
本设计主要运用了涡轮蜗杆副的传动比较平稳、缩小传动比例的特性以及能够防止机构倒转的功能,由于细纱机的每个动作都比较细致,所以本设计对涡轮蜗杆副的工艺性要求较高。
关键词:卷绕、细纱机、级升、涡轮蜗杆
Abstract
Spinning process by the semi roving or sliver drawing, add twist, winding yarn into a yarn spinning machine spinning tube is the main machine spinning, spinning yield, quality is spinning the merits of each process A comprehensive reflection.
Basically, by feeding a variety of spinning bodies, drafting system, add twist and winding agencies
This design is the most important winding-level institutions rose forming institutions, generally it works: When the program board in the reciprocating rod lift process, to support action to promote child loved the adjustment process set ratchet rotation angle, and through Reduce the percentage of worm reduction gear on the sprocket after the recovery from the worm gear coaxial to the main program of the chain affects the purpose of board-level rise. When the transformation yarn count, the switch to a different number of teeth of the ratchet to meet the different spinning yarn count tube forming requirements.
The design of the main use of the turbine drive worm is relatively stable, reduce the proportion of the characteristics of the drive and the ability to reverse the function of preventing institutions, due to spinning are more detailed for each action, so the design of turbine technology requirements Worm higher .
Keywords: winding, spinning frame, level up, worm
前言
在做本设计时,我们有幸在我国的捻线机生产基地——宜昌纺织机械有限公司实习,第一次看到纺织机械的设计及生产,真的很佩服他们的智慧和勇气,那么细致、那么复杂、那么大的机器都能生产出来,对我来说有点不可思议,尤其是我看到了很多设计比较巧妙的机构被广泛应用于机器上,看着他们在运转,我真的是流连忘返。
然而,看到一些成就的同时,我也注意到了我国纺织机械工业方面的不足与缺陷,比如:机器比较笨重,生产成本高,与国际先进机器无法比量,某些质量细节方面做的很不到位。
我们知道,纺织行业是我国国民经济中的一个重要行业,在保障全国人民衣被供应的同时,对保证国民经济的高速度增长、以及增加财政收入和外汇收入,一直发挥着重要作用。我国拥有超过全球30%的纺织品生产能力和全球1/4的纺机市场。然而,纺织机械是纺织行业的支持性产业,目前中国纺织机械的市场容量大约在80亿美元左右,占到世界市场容量的30%;有量大面广、纺织行业是我国国民经济中的一个重要行业;在保障全国人民衣被供应的同时,对保证国民经济的高速度增长、以及增加财政收入和外汇收入,一直发挥着重要作用。
对于细纱机,限于目前的技术水平和设计方法,细纱机的传动系统乃然非常复杂和笨重,传动链长,传动零件多,工作噪声大。由于机械传动链的非线性误差较大,使细纱张力的控制很不稳定,调速精度不高,动态响应差;因此如何改善这些缺点,已经成为国内外众多专家和技术人员所关心的课题。另外工艺计算,品种变换非常麻烦,品种变换范围较小,生产值与理论给定值有一定的偏差,使细纱机质量,产量的进一步提高受到限制。
本设计的课题是细纱机的成型机构里面的控制钢领板和叶子板升降的机构,本是整个机器里面比较重要的机构,理应做到完美无缺,然而由于本人各方面能力有限,故做不到至善至美,还望审阅本设计的各位同仁多多体谅,希望多多提出宝贵意见,本人不胜感激!
目录
1. 中国纺织业现状与展望以及细纱机概述 1
1.1中国纺织产业发展现状与展望 1
1.2 几种细纱机生产结构型新产品 6
1.3 细纱的加捻过程 7
1.3.1 加捻卷绕过程 7
1.3.2 细纱捻系数与捻向的选择 8
1.4 钢领 8
1.4.1作用 8
1.4.3钢领的分类 8
1.4.4高速钢领与普通钢领的比较 9
1.5 钢丝圈 9
1.5.1作用 9
1.5.2对钢丝圈的要求 9
1.5.3钢丝圈的圈形 9
1.5.4钢丝圈的号数及其系列 9
1.5.5导纱钩 10
1.5.6隔纱板 10
2. 细纱机的牵伸机构及牵伸工艺 11
2.1牵伸罗拉 11
2.2牵伸机构的加压装置 12
3. 细纱机的成形机构 14
3.1 细纱卷绕过程 14
3.2 FA506型细纱机的成形机构 15
3.2.1 钢领板的短动程升降和成形凸轮 15
3.2.2导纱板短动程升降 16
3.2.3钢领板和导纱板的级升运动 16
3.2.4 管底成形机构 17
4. 环锭细纱机钢领板级升的分析与控制 18
4.1 简述 18
4.2 级升原因 18
4.3 级升位置 19
4.4 级升总结 20
5. 工艺计算分析(罗拉直径φ25×φ25×φ25) 21
5.1锭子转速计算(单张力盘)(图5-1) 21
5.2 捻度计算(图5-2)(Z6=104T、Z7=48T、Z8=28T、Z9=28T、Z10=20T、Z11=26T) 22
5.3 卷绕齿轮ZF ZG计算,如图5-3 23
5.4 钢领板级升牙计算 23
6. 级升机构方案确定与有关计算 26
6.1 方案确定 26
6.2主要零部件的设计与校核计算 29
6.2.1 蜗杆轴的校核 29
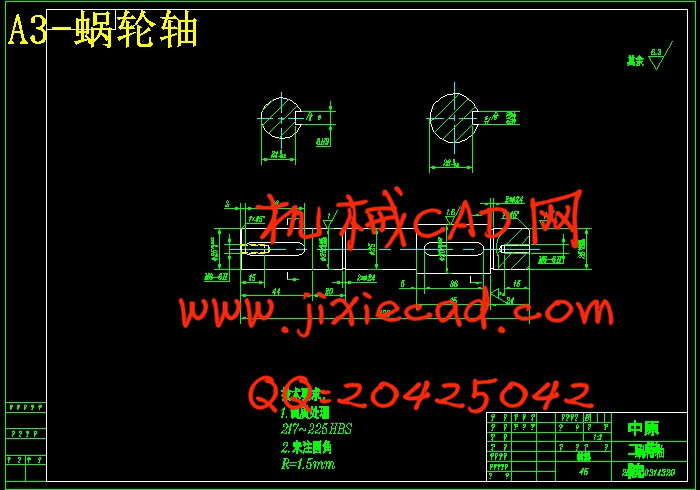
6.2.2 涡轮轴的校核 32
6.2.3 涡轮蜗杆副的选择与设计计算 35
7. 结论 40
参考文献 41
致谢 42
纺纱过程中把半制品粗纱或条子经牵伸、加拈、卷绕成细纱管纱的纺纱机器细纱机是纺纱的主要机器,细纱的产量、质量是纺纱工艺各道工序优劣的综合反映。
各种细纱机基本上都由喂入机构、牵伸机构、加拈和卷绕机构组成。
本次设计的就是卷绕机构里最重要的级升成形机构,其工作原理大致是:当纲领板在往复升降过程中使连杆推动挚子撑动棘轮转动工艺所调定的角度,并通过蜗轮蜗杆减速机构缩小比例后由蜗轮同轴上链轮回收主牵动链条达到纲领板级升的目的。当变换纺纱支数时,更换不同齿数的棘轮来满足不同纺纱支数管纱成型要求。
本设计主要运用了涡轮蜗杆副的传动比较平稳、缩小传动比例的特性以及能够防止机构倒转的功能,由于细纱机的每个动作都比较细致,所以本设计对涡轮蜗杆副的工艺性要求较高。
关键词:卷绕、细纱机、级升、涡轮蜗杆
Abstract
Spinning process by the semi roving or sliver drawing, add twist, winding yarn into a yarn spinning machine spinning tube is the main machine spinning, spinning yield, quality is spinning the merits of each process A comprehensive reflection.
Basically, by feeding a variety of spinning bodies, drafting system, add twist and winding agencies
This design is the most important winding-level institutions rose forming institutions, generally it works: When the program board in the reciprocating rod lift process, to support action to promote child loved the adjustment process set ratchet rotation angle, and through Reduce the percentage of worm reduction gear on the sprocket after the recovery from the worm gear coaxial to the main program of the chain affects the purpose of board-level rise. When the transformation yarn count, the switch to a different number of teeth of the ratchet to meet the different spinning yarn count tube forming requirements.
The design of the main use of the turbine drive worm is relatively stable, reduce the proportion of the characteristics of the drive and the ability to reverse the function of preventing institutions, due to spinning are more detailed for each action, so the design of turbine technology requirements Worm higher .
Keywords: winding, spinning frame, level up, worm
前言
在做本设计时,我们有幸在我国的捻线机生产基地——宜昌纺织机械有限公司实习,第一次看到纺织机械的设计及生产,真的很佩服他们的智慧和勇气,那么细致、那么复杂、那么大的机器都能生产出来,对我来说有点不可思议,尤其是我看到了很多设计比较巧妙的机构被广泛应用于机器上,看着他们在运转,我真的是流连忘返。
然而,看到一些成就的同时,我也注意到了我国纺织机械工业方面的不足与缺陷,比如:机器比较笨重,生产成本高,与国际先进机器无法比量,某些质量细节方面做的很不到位。
我们知道,纺织行业是我国国民经济中的一个重要行业,在保障全国人民衣被供应的同时,对保证国民经济的高速度增长、以及增加财政收入和外汇收入,一直发挥着重要作用。我国拥有超过全球30%的纺织品生产能力和全球1/4的纺机市场。然而,纺织机械是纺织行业的支持性产业,目前中国纺织机械的市场容量大约在80亿美元左右,占到世界市场容量的30%;有量大面广、纺织行业是我国国民经济中的一个重要行业;在保障全国人民衣被供应的同时,对保证国民经济的高速度增长、以及增加财政收入和外汇收入,一直发挥着重要作用。
对于细纱机,限于目前的技术水平和设计方法,细纱机的传动系统乃然非常复杂和笨重,传动链长,传动零件多,工作噪声大。由于机械传动链的非线性误差较大,使细纱张力的控制很不稳定,调速精度不高,动态响应差;因此如何改善这些缺点,已经成为国内外众多专家和技术人员所关心的课题。另外工艺计算,品种变换非常麻烦,品种变换范围较小,生产值与理论给定值有一定的偏差,使细纱机质量,产量的进一步提高受到限制。
本设计的课题是细纱机的成型机构里面的控制钢领板和叶子板升降的机构,本是整个机器里面比较重要的机构,理应做到完美无缺,然而由于本人各方面能力有限,故做不到至善至美,还望审阅本设计的各位同仁多多体谅,希望多多提出宝贵意见,本人不胜感激!
目录
1. 中国纺织业现状与展望以及细纱机概述 1
1.1中国纺织产业发展现状与展望 1
1.2 几种细纱机生产结构型新产品 6
1.3 细纱的加捻过程 7
1.3.1 加捻卷绕过程 7
1.3.2 细纱捻系数与捻向的选择 8
1.4 钢领 8
1.4.1作用 8
1.4.3钢领的分类 8
1.4.4高速钢领与普通钢领的比较 9
1.5 钢丝圈 9
1.5.1作用 9
1.5.2对钢丝圈的要求 9
1.5.3钢丝圈的圈形 9
1.5.4钢丝圈的号数及其系列 9
1.5.5导纱钩 10
1.5.6隔纱板 10
2. 细纱机的牵伸机构及牵伸工艺 11
2.1牵伸罗拉 11
2.2牵伸机构的加压装置 12
3. 细纱机的成形机构 14
3.1 细纱卷绕过程 14
3.2 FA506型细纱机的成形机构 15
3.2.1 钢领板的短动程升降和成形凸轮 15
3.2.2导纱板短动程升降 16
3.2.3钢领板和导纱板的级升运动 16
3.2.4 管底成形机构 17
4. 环锭细纱机钢领板级升的分析与控制 18
4.1 简述 18
4.2 级升原因 18
4.3 级升位置 19
4.4 级升总结 20
5. 工艺计算分析(罗拉直径φ25×φ25×φ25) 21
5.1锭子转速计算(单张力盘)(图5-1) 21
5.2 捻度计算(图5-2)(Z6=104T、Z7=48T、Z8=28T、Z9=28T、Z10=20T、Z11=26T) 22
5.3 卷绕齿轮ZF ZG计算,如图5-3 23
5.4 钢领板级升牙计算 23
6. 级升机构方案确定与有关计算 26
6.1 方案确定 26
6.2主要零部件的设计与校核计算 29
6.2.1 蜗杆轴的校核 29
6.2.2 涡轮轴的校核 32
6.2.3 涡轮蜗杆副的选择与设计计算 35
7. 结论 40
参考文献 41
致谢 42