设计简介
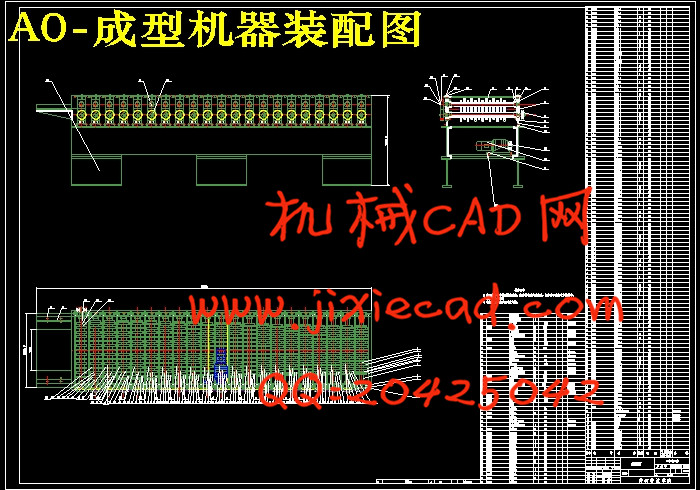
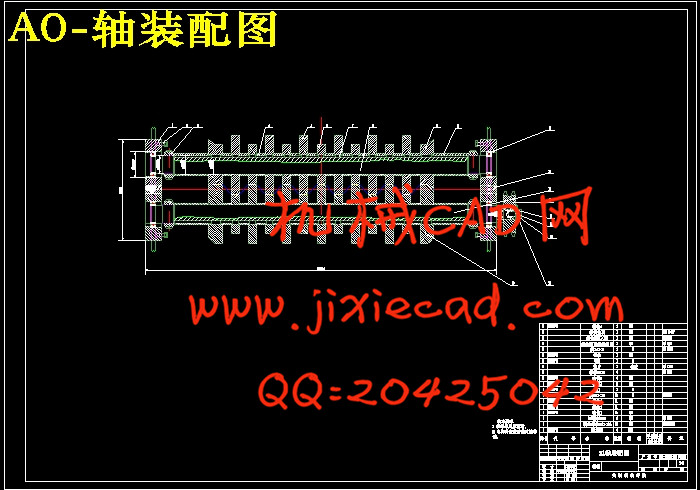
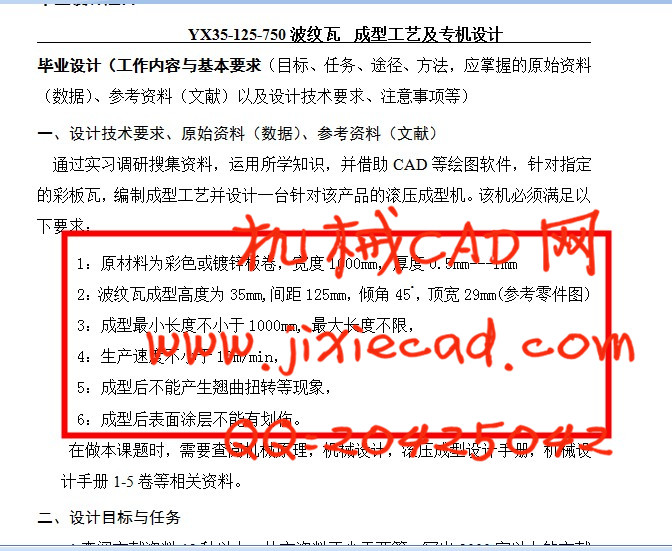
YX35-125-750波纹瓦成型工艺及专机设计
摘 要
板料滚压成型通用于等断面制件的大批量生产。由于使用多对辊连续成型,可以滚制出许多壁薄、质轻、刚度大而且断面形状复杂的制件型材。加上顺序滚压过程中可以与冲洗、起状、卷筒、焊接等多种工艺装置连动,形成流水作业,故生产效率极高,成本低廉,是现代加工制品中广泛应用和大力推广的特种工艺加工方法。如自行车钢圈的生产,波纹钢的生产以及国外广为应用的不锈钢的生产。关键词: 滚压成型 加工条件 成型顺序
YX-35-125-750 MOIRE TILE FORMING TECHNOLOGYAND THIS SPECIAL MACHINE’S DESIGN
Abstract
Summary sheet roll forming section are common to other parts of the high-volume production. More on the use of a continuous roll forming, you can roll the system out of many thin-walled, light weight, rigidity and complexity of section shape of the workpiece profile. The order of the rolling process can be coupled with the wash, from the shape, rolls, welding, and other technology devices linked to form a routine, and therefore high efficiency, low cost, is widely used in modern processing products, and vigorously promoted special craft processing methods. Such as the production of bicycle rims, corrugated steel production, and widely used abroad, the production of stainless steel window frames.Key words: roll forming ,processing conditions,forming sequence
目 录
1 绪论 1
1.1 滚压成型工艺历史及其发展现状 1
1.2 冷弯成型 2
1.3 滚压成型的产品 2
1.4 滚压成型用材料 3
1.5 滚压成型的应用 3
2 滚压成型工艺设计思路及方案选定 5
2.1 滚压成型的特点 5
2.2 滚压成形原理 6
2.3 加工条件 6
2.3.1 加工前表面 6
2.3.2 加工前尺寸 7
2.3.3 润滑和清洗 7
2.3.4 加工部分的壁厚 7
2.3.5 加工部分的硬度 8
2.3.6 转速和进给量 8
2.4 滚压成型设备 8
2.5 辊轮设计 8
2.5.1 制作形状 8
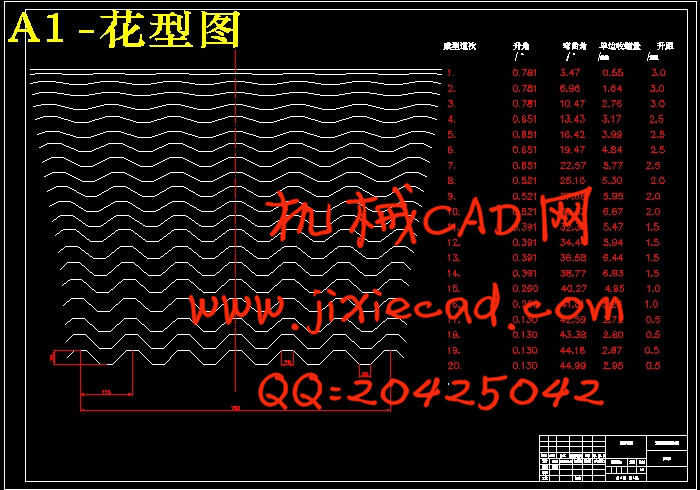
2.5.2 花型展开图 9
2.5.3 成型直边角度 9
2.5.4 导向线的确定 10
3 成型方案的选定 12
3.1 辊轮组数的选定 12
3.1.1 方案一 12
3.1.2 方案二 13
3.2 辊轮直径的确定 15
4 电动机和减速器的选择 17
4.1 计算成型力及成型扭矩 17
4.2 电机的选择 23
4.3 减速机的选择 23
5 传动链的设计 24
5.1 辊轮轴之间的链传动设计 24
5.2 减速器与主轴之间的链传动 26
6 传动齿轮的设计校核 29
7 传动轴的设计校核 34
7.1 第一根轴的设计校核 34
7.2 主传动轴的设计校核 35
8 轴承和键的选择与校核 38
8.1 轴承的选用及校核 38
8.2 键的选用及校核 38
结论 39
致 谢 40
参考文献 41