设计简介
中 文 摘 要
论文着重论述了卡车胎成型车间卸胎手的设计。
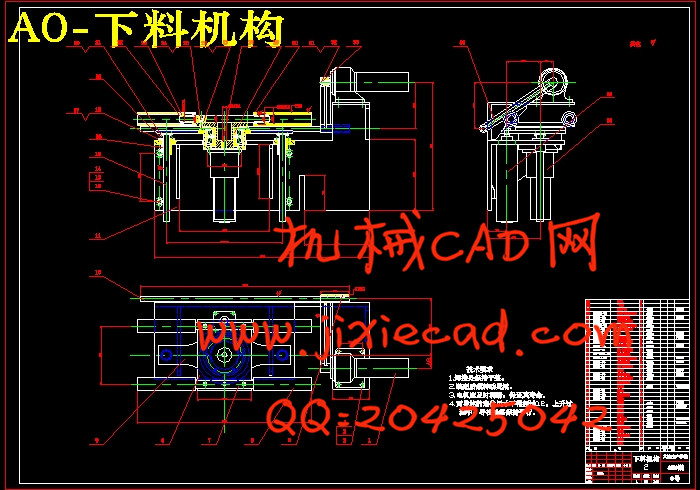
卸胎手主要由三部分组成:行走取胎部分,升举旋转部分,推进卸胎部分。完全代替了人工搬运,节省了劳动,提高了生产率。
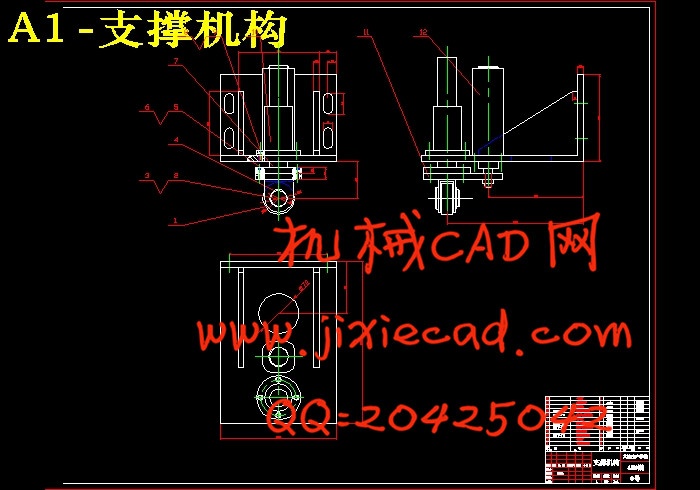
首先,行走取胎部分,采用齿轮齿条传动,动作到位后,卸胎手采用双层气缸推进,利用间隙,托起气缸托起胎筒,脱离轮毂,在无外界阻力的情况下,双层气缸收回,取下胎筒,行走电机带动齿轮齿条将胎筒运往包边机。
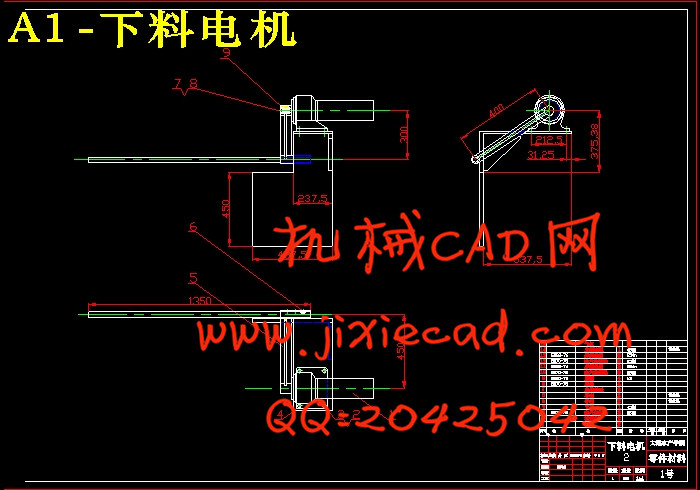
其次,旋转升举部分,在移动过程中,下料电机1将胎筒卸到旋转升举部分,升举气缸将胎筒举起,达到包边机的高度,然后完成180度旋转。
最后,推进卸胎部分,完成包边之后,紧接着是卸胎部分,由于距离和高度的影响,必须向将胎筒推进到圆盘上,然后旋转气缸旋转,将要胎筒平稳的卸下,完成整个过程。
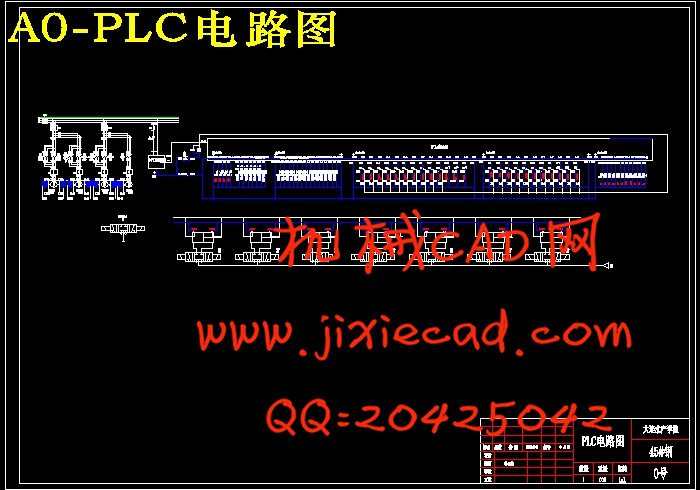
卸胎手的整个动作过程,采用信号触发,PLC自动控制,三部分动作可连续完成,动作连贯。并且装有PLC控制的安全防护光幕,使车间达到既安全又高效。
论文对卸胎手的整体设计,执行机构的设计,PLC自动控制的程序设计,设计思想,控制方法都作了详细的阐述,并对各个部分的设计方案进行了论述。从基本理论,工作原理上对设计进行了分析和论证,针对本次设计的技术要求,执行机构均采用了机械手,并对其结构进行了具体的设计,对于传动部分,考虑到既要准确又要容易控制,采用了齿轮齿条传动。整个卸胎是一个完整的过程,要求准确到位,所以选用了信号采集,PLC自动控制,也是本次设计的优点。
运用PLC控制电路来控制卸胎的整个过程,根据要求,通过PLC编程,既可以实现自动控制,也可以完成分布动作,方便了工人的操作。此外,设计还采用了其它附件与整个设备配合使用,进一步完善了设计。
关键词:机械手,齿轮齿条,PLC自动控制,胎筒,光幕。
Abstract
The paper emphasized the treatise the card tire models the car a design for full-automatically unloading the hand of type.
Unload the hand of type main from three parts constitute: Run about to take the type part, rise to raise to revolve the part, push forward to unload the type the part. Replaced completely the artificial transport, saving the labor, increases rate of production.
First, take to run about the part too, the adoption wheel gear spreads to move, acting to an empress, unloading the type hand adoption a layer air cylinder push forward, making use of the cleft, giving to rise the air cylinder gives to rise carcass, escape from a kernel, under the situation of having no the outsider resistance, a layer air cylinder takes back, dismantling the carcass, running about the electrical engineering arouse the wheel gear carry the carcass to a side machine.
The next in order, revolve to rise to raise the part, in move process, descend to anticipate the electrical engineering 1 unload the carcass to revolve to rise to raise the part, at complete 180 high degree for revolving after, rising raising air cylinder carcass raising, attaining a pack of side machines.
Finally, push forward to unload the part of type , after completing a pack of sides, the close behind is an influence to unload the type the part, because of distance with highly, must face to push forward the carcass to circle dish last, then revolve the air cylinder revolve, will the carcass unload steadily, completing whole process.
Whole action process that unload the hand of type , adopt the signal trigger, automatic control in PLC, three part actions can continue to complete, acting coherent. And have the safe protection light act that PLC control, make car attained, since the safety is again and efficiently.
Thesis to overall design that unload the hand of type , carry out the design of the organization, the automatic control in PLC procedure designs, designing the thought, controlling the method made to expatiate detailedly, and proceeded the treatise to each part of designs project. From the basic theories, proceeded the analysis to the design on the work principle with the argument, aim at the technique of this design request, carrying out the organization to all adopt the machine hand, and as to it's the construction proceeded in a specific way of design, want spread move part, in consideration of since want accurate very much the easy control, adopt the wheel gear spread to move. Whole an advantage for unloading type is a complete process, requesting accurately arriving, so choosing using signal collecting, automatic control in PLC, and also is this design.
The application PLC controls the electric circuit to unload the type to whole process that control, according to request, pass the PLC plait distance, since can realize the auto control, also can complete to distribute the action, convenience the worker's operation. In addition, designed to still adopt the other enclosure match with whole equipments the usage, further perfect design.
Key phrase: Machine hand, wheel gear, automatic control in PLC, carcass, light act.
目 录
中文摘要––––––––––––––––––––––––– 1
abstract–––––––––––––––––––––––––– 2
第一章 绪论––––––––––––––––––––––––1
第二章 机械部分––––––––––––––––––––––5
2.1 机械方案设计––––––––––––––––––––5
2.2 参数计算––––––––––––––––––––––11
2.3 标准件的选取––––––––––––––––––––22
第三章 电气部分––––––––––––––––––––––26
3.1 驱动件的配置––––––––––––––––––––26
3.2 动作过程与信号控制–––––––––––––––––27
3.3 驱动顺序设计––––––––––––––––––––29
总结––––––––––––––––––––––––––– 31
致谢––––––––––––––––––––––––––– 32
参考文献––––––––––––––––––––––––– 33
论文着重论述了卡车胎成型车间卸胎手的设计。
卸胎手主要由三部分组成:行走取胎部分,升举旋转部分,推进卸胎部分。完全代替了人工搬运,节省了劳动,提高了生产率。
首先,行走取胎部分,采用齿轮齿条传动,动作到位后,卸胎手采用双层气缸推进,利用间隙,托起气缸托起胎筒,脱离轮毂,在无外界阻力的情况下,双层气缸收回,取下胎筒,行走电机带动齿轮齿条将胎筒运往包边机。
其次,旋转升举部分,在移动过程中,下料电机1将胎筒卸到旋转升举部分,升举气缸将胎筒举起,达到包边机的高度,然后完成180度旋转。
最后,推进卸胎部分,完成包边之后,紧接着是卸胎部分,由于距离和高度的影响,必须向将胎筒推进到圆盘上,然后旋转气缸旋转,将要胎筒平稳的卸下,完成整个过程。
卸胎手的整个动作过程,采用信号触发,PLC自动控制,三部分动作可连续完成,动作连贯。并且装有PLC控制的安全防护光幕,使车间达到既安全又高效。
论文对卸胎手的整体设计,执行机构的设计,PLC自动控制的程序设计,设计思想,控制方法都作了详细的阐述,并对各个部分的设计方案进行了论述。从基本理论,工作原理上对设计进行了分析和论证,针对本次设计的技术要求,执行机构均采用了机械手,并对其结构进行了具体的设计,对于传动部分,考虑到既要准确又要容易控制,采用了齿轮齿条传动。整个卸胎是一个完整的过程,要求准确到位,所以选用了信号采集,PLC自动控制,也是本次设计的优点。
运用PLC控制电路来控制卸胎的整个过程,根据要求,通过PLC编程,既可以实现自动控制,也可以完成分布动作,方便了工人的操作。此外,设计还采用了其它附件与整个设备配合使用,进一步完善了设计。
关键词:机械手,齿轮齿条,PLC自动控制,胎筒,光幕。
Abstract
The paper emphasized the treatise the card tire models the car a design for full-automatically unloading the hand of type.
Unload the hand of type main from three parts constitute: Run about to take the type part, rise to raise to revolve the part, push forward to unload the type the part. Replaced completely the artificial transport, saving the labor, increases rate of production.
First, take to run about the part too, the adoption wheel gear spreads to move, acting to an empress, unloading the type hand adoption a layer air cylinder push forward, making use of the cleft, giving to rise the air cylinder gives to rise carcass, escape from a kernel, under the situation of having no the outsider resistance, a layer air cylinder takes back, dismantling the carcass, running about the electrical engineering arouse the wheel gear carry the carcass to a side machine.
The next in order, revolve to rise to raise the part, in move process, descend to anticipate the electrical engineering 1 unload the carcass to revolve to rise to raise the part, at complete 180 high degree for revolving after, rising raising air cylinder carcass raising, attaining a pack of side machines.
Finally, push forward to unload the part of type , after completing a pack of sides, the close behind is an influence to unload the type the part, because of distance with highly, must face to push forward the carcass to circle dish last, then revolve the air cylinder revolve, will the carcass unload steadily, completing whole process.
Whole action process that unload the hand of type , adopt the signal trigger, automatic control in PLC, three part actions can continue to complete, acting coherent. And have the safe protection light act that PLC control, make car attained, since the safety is again and efficiently.
Thesis to overall design that unload the hand of type , carry out the design of the organization, the automatic control in PLC procedure designs, designing the thought, controlling the method made to expatiate detailedly, and proceeded the treatise to each part of designs project. From the basic theories, proceeded the analysis to the design on the work principle with the argument, aim at the technique of this design request, carrying out the organization to all adopt the machine hand, and as to it's the construction proceeded in a specific way of design, want spread move part, in consideration of since want accurate very much the easy control, adopt the wheel gear spread to move. Whole an advantage for unloading type is a complete process, requesting accurately arriving, so choosing using signal collecting, automatic control in PLC, and also is this design.
The application PLC controls the electric circuit to unload the type to whole process that control, according to request, pass the PLC plait distance, since can realize the auto control, also can complete to distribute the action, convenience the worker's operation. In addition, designed to still adopt the other enclosure match with whole equipments the usage, further perfect design.
Key phrase: Machine hand, wheel gear, automatic control in PLC, carcass, light act.
目 录
中文摘要––––––––––––––––––––––––– 1
abstract–––––––––––––––––––––––––– 2
第一章 绪论––––––––––––––––––––––––1
第二章 机械部分––––––––––––––––––––––5
2.1 机械方案设计––––––––––––––––––––5
2.2 参数计算––––––––––––––––––––––11
2.3 标准件的选取––––––––––––––––––––22
第三章 电气部分––––––––––––––––––––––26
3.1 驱动件的配置––––––––––––––––––––26
3.2 动作过程与信号控制–––––––––––––––––27
3.3 驱动顺序设计––––––––––––––––––––29
总结––––––––––––––––––––––––––– 31
致谢––––––––––––––––––––––––––– 32
参考文献––––––––––––––––––––––––– 33