设计简介
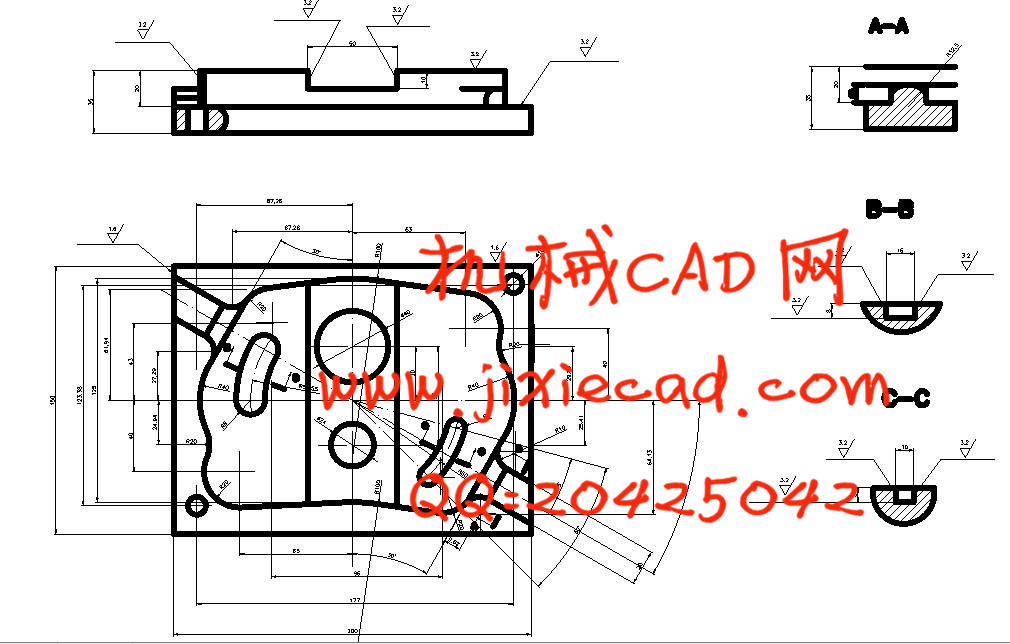
本次设计的是一材料为45#的底座。该底座不允许用砂布及锉刀等修饰表面,即加工完成后需满足要求,为方便编程,采用自动编程方式,切削加工尽量选用大径刀具并减少换刀次数。
目 录
前 言 1
一,金属切削的基本理论 2
二,金属切削刀具 3
三.工件的装夹及夹具的设计 5
四.数控铣削加工的主要对象 5
(一)数控铣销加工内容的选择 6
〈二〉零件结构工艺性分析 7
〈三〉零件毛坯的工艺性分析 8
五 本次设计底座零件加工工艺的制定 9
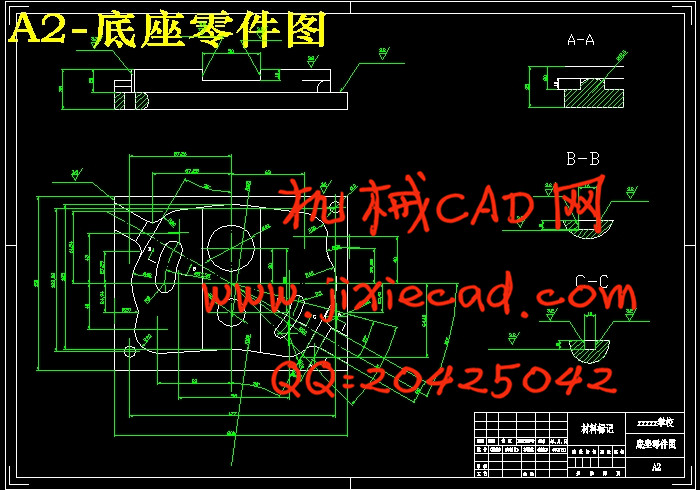
〈一〉零件图样工艺分析 9
(二)确定装夹方案 10
(三)进给路线的确定 10
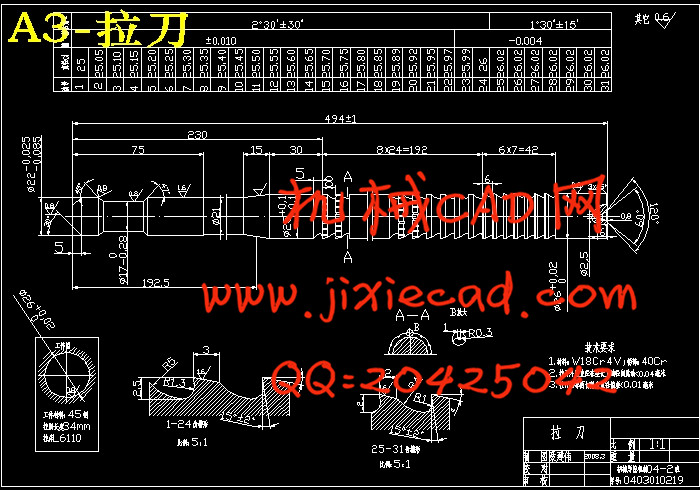
〈四〉刀具的选择 11
〈五〉切削用量的选择 11
〈六〉工序安排和工步划分 11
技术要求: 12
表01 数控编程任务书 13
表02 数控加工工艺卡13
表03 数控刀具明细表 15
六、加工程序 16
目 录
前 言 1
一,金属切削的基本理论 2
二,金属切削刀具 3
三.工件的装夹及夹具的设计 5
四.数控铣削加工的主要对象 5
(一)数控铣销加工内容的选择 6
〈二〉零件结构工艺性分析 7
〈三〉零件毛坯的工艺性分析 8
五 本次设计底座零件加工工艺的制定 9
〈一〉零件图样工艺分析 9
(二)确定装夹方案 10
(三)进给路线的确定 10
〈四〉刀具的选择 11
〈五〉切削用量的选择 11
〈六〉工序安排和工步划分 11
技术要求: 12
表01 数控编程任务书 13
表02 数控加工工艺卡13
表03 数控刀具明细表 15
六、加工程序 16