设计简介
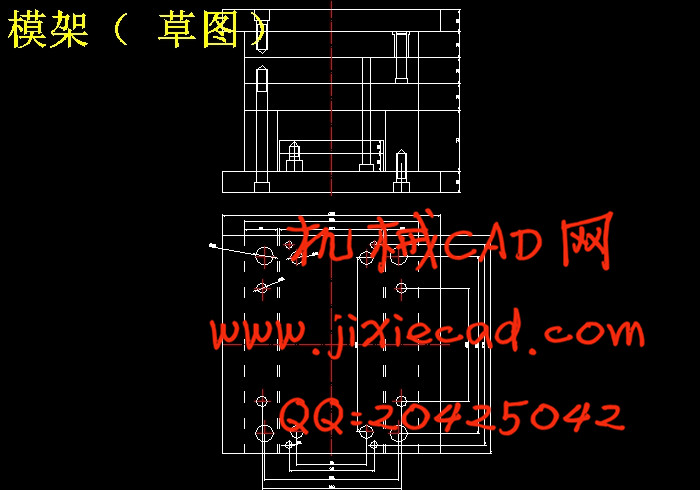
摘要 注塑模具是在成型中赋予塑料以形状和尺寸的部件。模具的结构虽然由于塑料品种和性能、塑料制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。模具主要由浇注系统、成型零件和结构零件三部分组成。其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分。
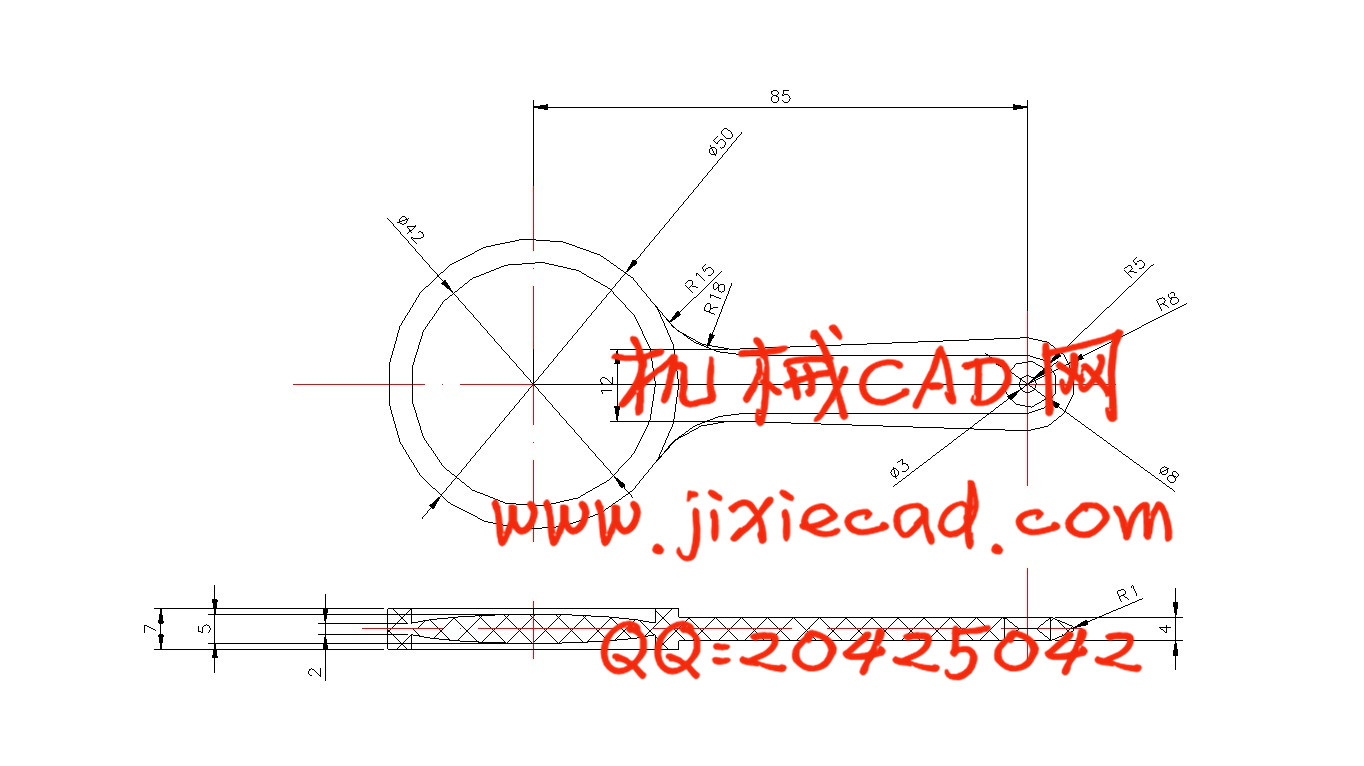
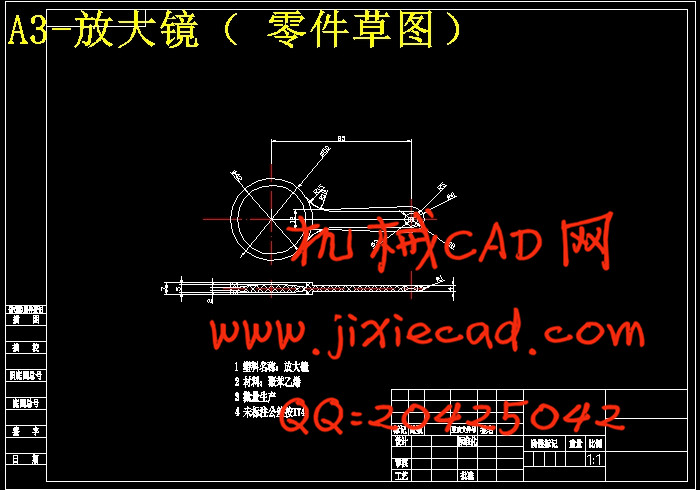
对此次放大镜无多大要求,它的整体尺寸不大,但要大批生产,为提高生产率,降低成本,故采用模具成批注射生产。并且该产品为放大镜要透光,所以材料采用聚苯乙烯(PS)做为材料。
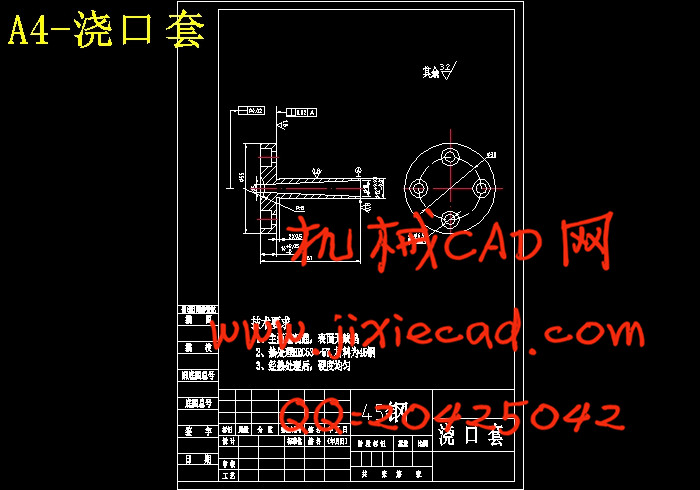
对于浇注系统和成型零件的设计;浇注系统是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。成型零件是指构成制品形状的各种零件,包括动模、定模和型腔、型芯等。
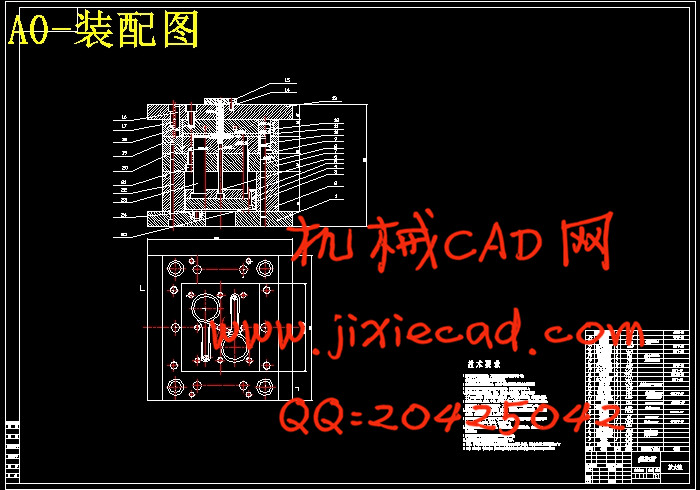
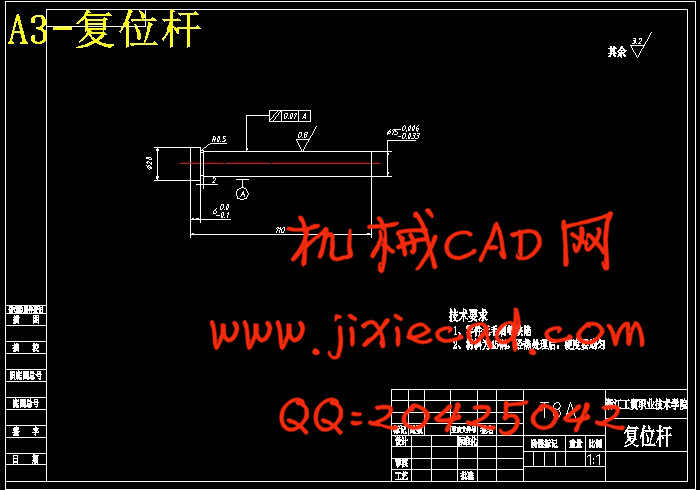
此套放大镜模实现部分机械操作自动化,浇注系统采用普通流道,进行一模二腔注射。顶出机构由2条型芯和一条推杆顶出,型腔分动模型腔和定模型腔。
目录
前言
第一章 料工艺分析
1.1分析塑料使用材料的种类及工艺特征
1.2分析塑料的结构工艺性
1.3塑件精度确定
1.4 明确塑件批量生产
1.5 根据塑件的形状估算其体积和重量
1.6 确定型腔数
第二章 定模具结构方案
2.1 确定型腔排列
2.2 确定分型面
2.3 脱模原理
2.4 浇注系统形式
2.4.1 主流道设计
2.4.2 分流道设计
2.4.3、浇口设计
2.5冷却及加热系统
第三章 模具设计的有关计算
3.1模具主要零件的有关尺寸设计
3.1.1型腔和型芯计算
3.2 型腔厚度和底板厚度的确定
3.3确定零件结构及尺寸
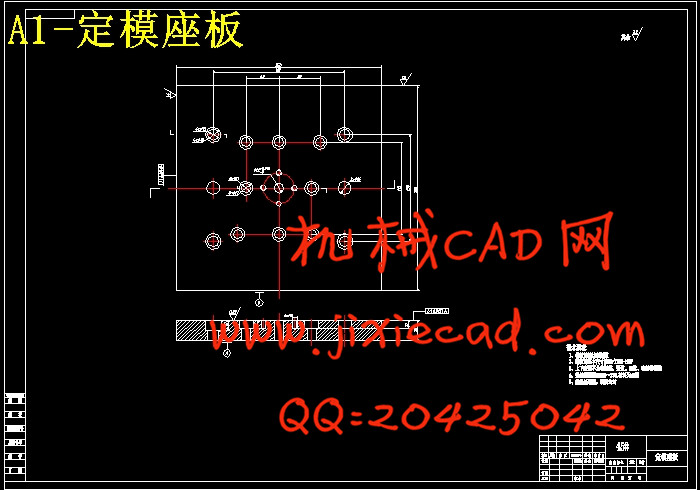
3.3.1定模座板设计
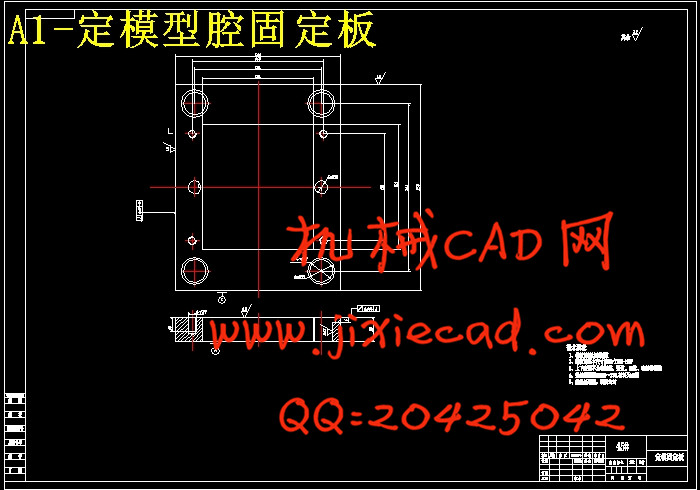
3.3.2定模型腔固定板设计
3.3.3 动模型腔固定板设计
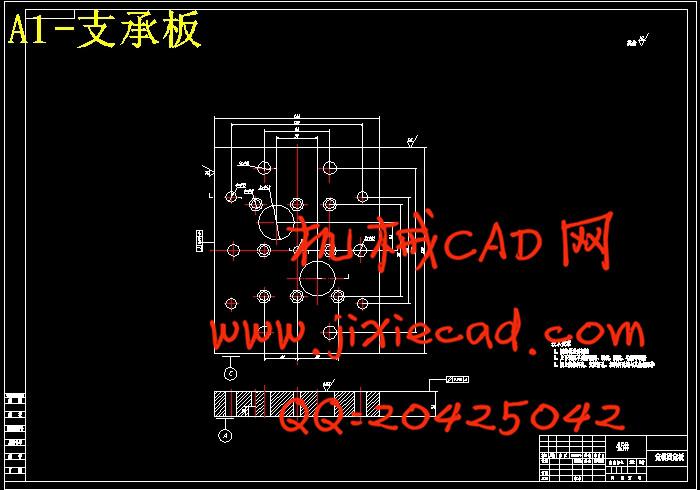
3.3.4 支撑板设计设计
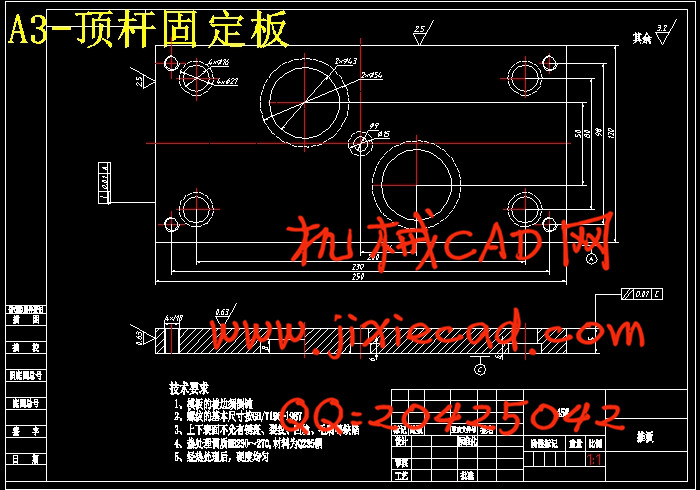
3.3.5 推杆固定板设计
第四章 初选注射机
4.1计算浇注系统体积
4.1初选注射机
第五章 核注射机有关工艺参数
5.1注射量的校核
5.2锁模力与注射压力
5.3模具厚度H与注射机闭合高度
第六章 结束语
参考文献
对此次放大镜无多大要求,它的整体尺寸不大,但要大批生产,为提高生产率,降低成本,故采用模具成批注射生产。并且该产品为放大镜要透光,所以材料采用聚苯乙烯(PS)做为材料。
对于浇注系统和成型零件的设计;浇注系统是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。成型零件是指构成制品形状的各种零件,包括动模、定模和型腔、型芯等。
此套放大镜模实现部分机械操作自动化,浇注系统采用普通流道,进行一模二腔注射。顶出机构由2条型芯和一条推杆顶出,型腔分动模型腔和定模型腔。
目录
前言
第一章 料工艺分析
1.1分析塑料使用材料的种类及工艺特征
1.2分析塑料的结构工艺性
1.3塑件精度确定
1.4 明确塑件批量生产
1.5 根据塑件的形状估算其体积和重量
1.6 确定型腔数
第二章 定模具结构方案
2.1 确定型腔排列
2.2 确定分型面
2.3 脱模原理
2.4 浇注系统形式
2.4.1 主流道设计
2.4.2 分流道设计
2.4.3、浇口设计
2.5冷却及加热系统
第三章 模具设计的有关计算
3.1模具主要零件的有关尺寸设计
3.1.1型腔和型芯计算
3.2 型腔厚度和底板厚度的确定
3.3确定零件结构及尺寸
3.3.1定模座板设计
3.3.2定模型腔固定板设计
3.3.3 动模型腔固定板设计
3.3.4 支撑板设计设计
3.3.5 推杆固定板设计
第四章 初选注射机
4.1计算浇注系统体积
4.1初选注射机
第五章 核注射机有关工艺参数
5.1注射量的校核
5.2锁模力与注射压力
5.3模具厚度H与注射机闭合高度
第六章 结束语
参考文献