设计简介
摘 要
注射成型已成为聚合物加工技术中最常用的方法之一,并在大规模生产塑料产品中占据了主导地位。本次设计的塑料固定架注射模具,该塑件使用量很大,为大批量生产,因此为了节约材料,采用热流道技术,通过Moldflow软件进行最佳浇口分析所选浇口位置最为依据,而采用热流道转冷流道的形式,节约了主流道部分的塑料,降低了成本。采用侧抽芯,尽管结构稍微复杂,但能够减少后续加工,降低了生产周期。该模具采用一模一腔,侧抽芯机构和冷却水道布置对称,易于安装,整体受力均匀。
关键词:注射模具;热流道;塑料固定架;注射成型;模具设计
Abstract
Injection molding of polymer processing technology has become the most commonly used methods and mass production of plastic products occupy a dominant position. The design of plastic injection molds fixation, the use of large plastic parts for mass production, so in order to save materials, hot runner technology, the best gate by Moldflow software analysis based on the selected best gate location, The use of hot runners turn in the form of cold runner, saving the mainstream Road, part of the plastic, reducing the cost. With side core pulling, though slightly more complicated structure, but can reduce the subsequent processing, reducing the production cycle. The use of a mold of a mold cavity, core mechanism
and the cooling water arrangement symmetrical, easy to install.
Key words: injection molding; runner; plastic bracket; injection molding; mold design
目 录
前言 1
1 制品工艺分析 3
2 工艺方案分析及成型工艺参数的确 4
2.1 工艺方案分析选择 4
2.2 成型工艺参数的确定 4
3 选择设备 6
4 模具结构设计 7
4.1 分型面、排气方式及型腔数目的确定 7
4.1.1分型面的选择 7
4.1.2 排气方式的确定 7
4.1.3 型腔数目的确定 7
4.2 浇注系统设计 8
4.3 成形零件结构设计 9
4.4导向和定位机构设计 9
4.5脱模机构设计 9
4.6 侧抽芯机构设计 11
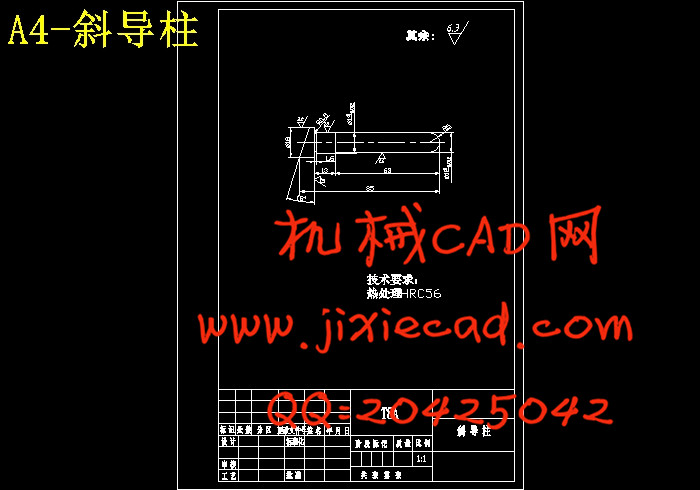
4.6.1斜销设计 12
4.6.2 滑块设计 13
4.6.3 导滑槽设计 13
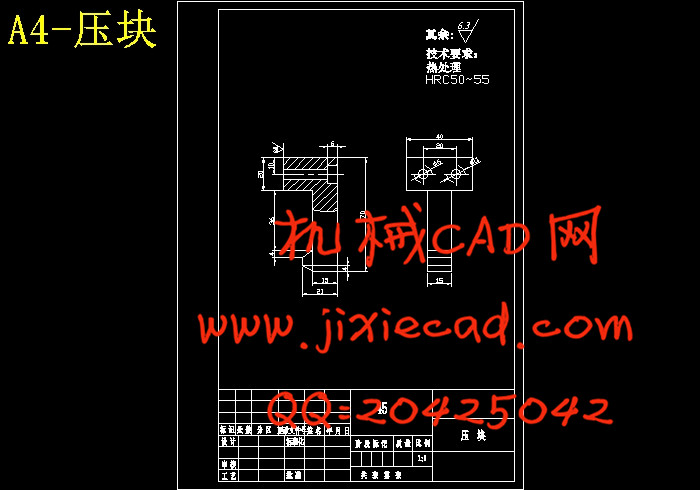
4.6.4 楔紧块设计 13
4.6.5 滑块定位装置 13
4.7 温度调节系统设计 13
4.8 绘制模具装配草图 14
5 成型零件的尺寸计算和强度、刚度校核 15
5.1 成形零件的工作尺寸计算 15
5.1.1 直径为 9mm的侧型芯的工作尺寸计算 15
9mm的侧型芯的工作尺寸计算 15
5.1.2 主型芯工作尺寸计算 16
5.1.3 凹模工作尺寸计算 16
5.2 刚度和强度的校核 16
5.2.1 整体式矩形凹模侧壁厚度 16
5.2.2 整体式矩形凹模底板厚度 16
5.2.3 整体式矩形凹模底板厚度 16
6 注塑机有关参数的校核 18
6.4.1定位圈尺寸 19
6.4.2最大与最小模厚 19
6.4.3喷嘴尺寸 19
主要参考文献 21
致 谢 22
注射成型已成为聚合物加工技术中最常用的方法之一,并在大规模生产塑料产品中占据了主导地位。本次设计的塑料固定架注射模具,该塑件使用量很大,为大批量生产,因此为了节约材料,采用热流道技术,通过Moldflow软件进行最佳浇口分析所选浇口位置最为依据,而采用热流道转冷流道的形式,节约了主流道部分的塑料,降低了成本。采用侧抽芯,尽管结构稍微复杂,但能够减少后续加工,降低了生产周期。该模具采用一模一腔,侧抽芯机构和冷却水道布置对称,易于安装,整体受力均匀。
关键词:注射模具;热流道;塑料固定架;注射成型;模具设计
Abstract
Injection molding of polymer processing technology has become the most commonly used methods and mass production of plastic products occupy a dominant position. The design of plastic injection molds fixation, the use of large plastic parts for mass production, so in order to save materials, hot runner technology, the best gate by Moldflow software analysis based on the selected best gate location, The use of hot runners turn in the form of cold runner, saving the mainstream Road, part of the plastic, reducing the cost. With side core pulling, though slightly more complicated structure, but can reduce the subsequent processing, reducing the production cycle. The use of a mold of a mold cavity, core mechanism
and the cooling water arrangement symmetrical, easy to install.
Key words: injection molding; runner; plastic bracket; injection molding; mold design
目 录
前言 1
1 制品工艺分析 3
2 工艺方案分析及成型工艺参数的确 4
2.1 工艺方案分析选择 4
2.2 成型工艺参数的确定 4
3 选择设备 6
4 模具结构设计 7
4.1 分型面、排气方式及型腔数目的确定 7
4.1.1分型面的选择 7
4.1.2 排气方式的确定 7
4.1.3 型腔数目的确定 7
4.2 浇注系统设计 8
4.3 成形零件结构设计 9
4.4导向和定位机构设计 9
4.5脱模机构设计 9
4.6 侧抽芯机构设计 11
4.6.1斜销设计 12
4.6.2 滑块设计 13
4.6.3 导滑槽设计 13
4.6.4 楔紧块设计 13
4.6.5 滑块定位装置 13
4.7 温度调节系统设计 13
4.8 绘制模具装配草图 14
5 成型零件的尺寸计算和强度、刚度校核 15
5.1 成形零件的工作尺寸计算 15
5.1.1 直径为
5.1.2 主型芯工作尺寸计算 16
5.1.3 凹模工作尺寸计算 16
5.2 刚度和强度的校核 16
5.2.1 整体式矩形凹模侧壁厚度 16
5.2.2 整体式矩形凹模底板厚度 16
5.2.3 整体式矩形凹模底板厚度 16
6 注塑机有关参数的校核 18
6.4.1定位圈尺寸 19
6.4.2最大与最小模厚 19
6.4.3喷嘴尺寸 19
主要参考文献 21
致 谢 22