设计简介
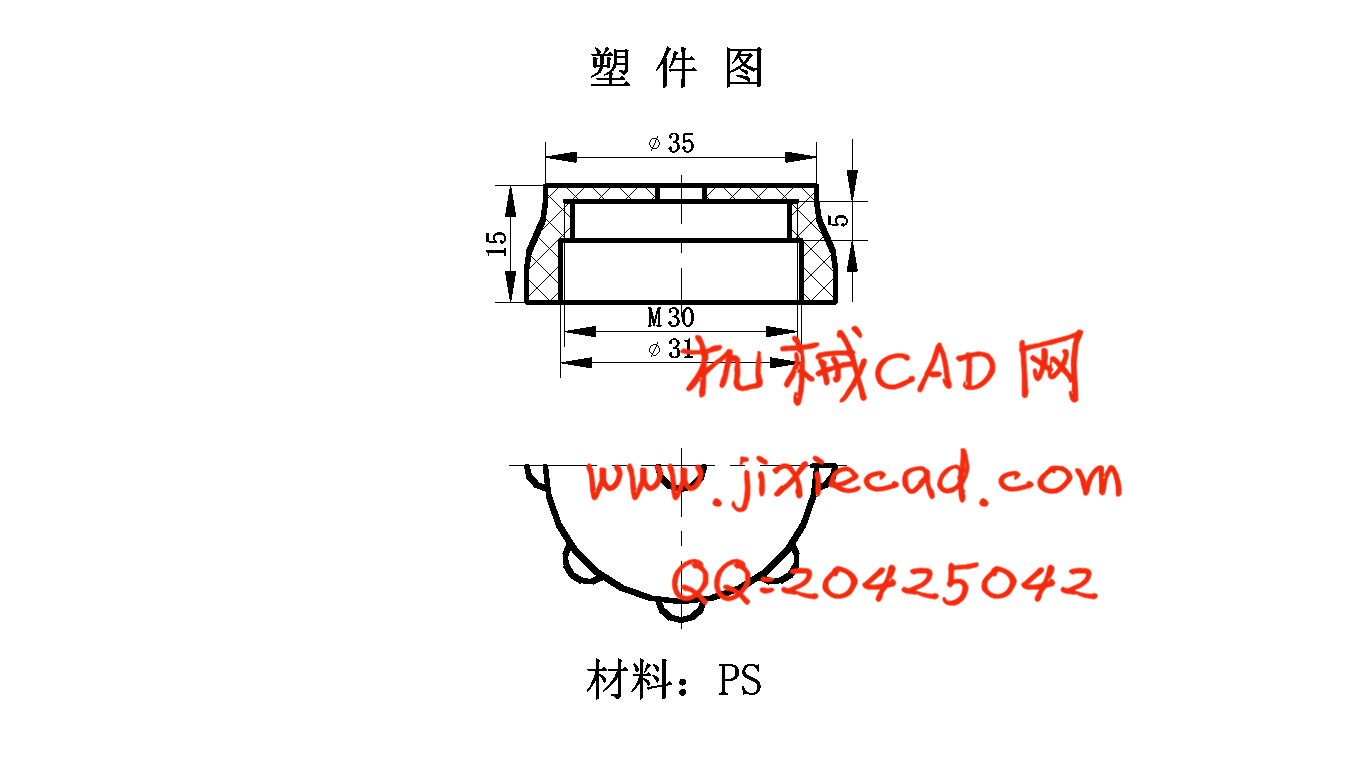
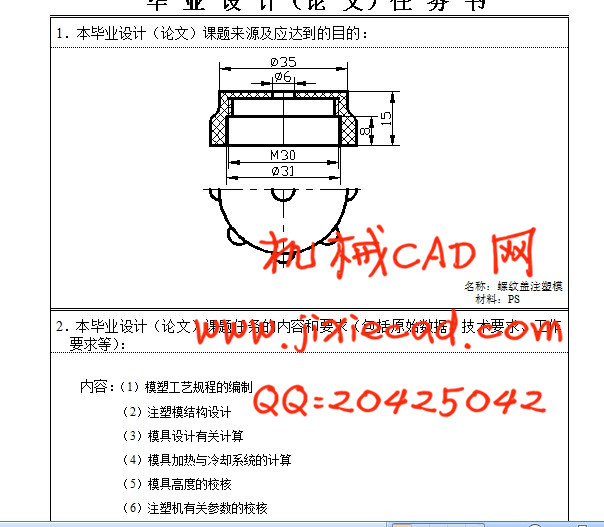
螺纹盖注塑模设计
绪论
塑料制件主要是靠成型模具获的,而它的质量是靠模具的正确结构和模具成型零件的正确形状、精确尺寸及较低的表面粗糙度来保证的。由于塑件成型工艺的飞速发展,模具的结构也日益趋于多功能化和复杂化,这对模具的设计工作提出了更高的要求。虽然,塑料制件的质量与许多因素有关,但合格的塑料制件首先取决于模具的设计与制造的质量,其次取决于合理的成型工艺。
通过毕业设计应达到的目的和要求,目的:了解聚苯乙烯的物理性能、流动性,成型过程中的物理、化学变化及塑料的组成、分类及性能。了解塑料成型的基本原理和工艺特点,正确分析成型工艺对模具的要求。能掌握各种成型设备对各类模具的要求。掌握各类成型模具的结构特点及设计计算方法。具有初步分析、解决成型现场技术问题的能力,包括具有初步分析成型缺陷产生的原因和提出克服办法的能力。
其基本要求:合理地选择模具结构,正确地确定模具成型零件的尺寸,设计的模具应当制造方便,充分考虑塑件设计特色,尽量减少后加工,设计的模具应当效率高,安全可靠,模具零件应耐磨耐用,模具结构要适应塑料的成型特性。
模具设计水平的高低、加工设备的好坏、制造力量的强弱、模具质量的优劣,直接影响着许多新产品的开发和老产品的更新换代,影响着产品质量和经济效益的提高。美国工业界认为“模具工业是美国工业的基石”, 日本则称“模具是促进社会繁荣富裕的动力”,事实上在仪器仪表、家用电器、交通、通讯和轻工业等各行业的产品零件中,有70%以上是采用模具加工而成的。工业先进的发达国家,其模具工业产值早已超过机床行业的产值。据1991年统计,日本模具工业已实现了高度的专业化,标准化和商品化,在全国一万多家企业中,生产塑料模和生产冲压模的企业各占40%。新近统计的韩国模具工业情况表明,全国模具专业厂中生产塑料模的占43.9%,新加坡全国有460家企业,60%生产塑料模。从以上事实可以看出,由于塑料成型工业的发展,到目前为止,塑料模具已处于同冲压模具并驾齐驱的地位 。
。
理想的模具结构能充分发挥成型设备的能力(如合理的型腔数目和自动化水平等),在绝对可靠的条件下使模具本身的工作最大限度地满足塑件的工艺技术要求(如塑件的几何形状、尺寸精度、表面光洁度等)和生产经济要求(成本低、效率高、使用寿命长、节省劳动力等),由于影响因素很多可先从以下几个方面做起:按塑件形状的形状结构合理确定其成型位置,因成型位置在很大程度上影响模具结构的复杂性;根据塑件的形状大小、结构特点、尺寸精度、批量大小以及模具制造的难易、成本高低等确定型腔的数量与排列方式;分型面的位置要有利于模具加工、排气、脱气、脱模、塑件的表面质量及工艺操作等;考虑开模、分型的方法和顺序,拉料杆、推杆等脱模零件的组合方式,合模导向与复位机构的设置以及侧向分型与抽芯机构的选择与设计;如何将模具的各个组成部分通过支撑块、模板、销钉、螺钉等支撑与连接零件,按照使用与设计要求组合成一体,获得模具的总体结构。
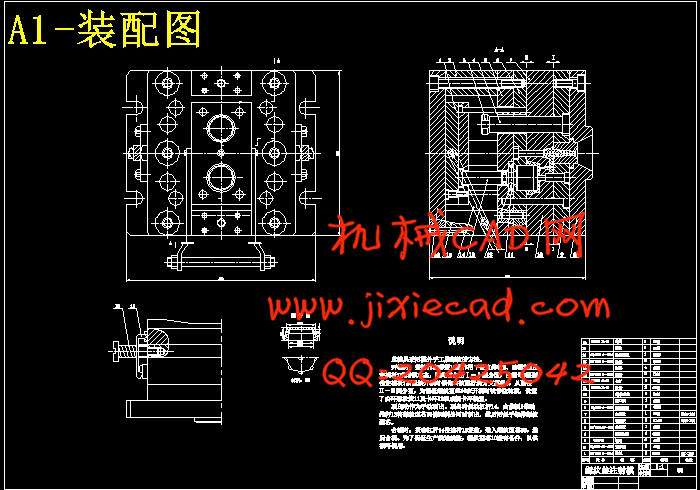
结构方案的拟定,是设计者工作的基本环节。它既是设计者的构思过程,也是设计对象的胚胎,设计者应将其结果用简图和文字加以描绘与记录,作为设计的依据与基础。 以上所体现的各个方面,都与模具设计有着非常密切的关系。一副设计合理的模具,就有85﹪成功的希望,其余就得靠设备和模具制造工人的熟练程度来达到, 所以,提高塑料注射模具的设计水平就显得尤为重要。本套模具在设计的中,结合前人的设计经验和这几年模具发展新成果,采用了很多更具合理的模具结构。例如:本套模具在开始模具设计之前,考虑了多种设计方案,衡量了每种方案的优缺点,从中选择一种最具合理方案。本模具采用最新的三板模结构,及模具在开模过程中有二次分型。采用这些新型结构,不仅使模具更具简单化,而且还因为这些零件都一标准化,缩短了加工周期,节约了大量成本。
本模具在设计时遇到的问题及解决的方法。此模具采用的是点浇形式,为了将浇注系统的凝料取出,要增加一个分型面,模具第一次分型仅将主流道凝料取出,待主分型面打开后,塑件和流道凝料就会被一起顶出。为实现顺序脱模采用了主流道型定距拉紧机构。本模具采用的是模外手工脱螺纹的方式,在开模时塑件和螺纹型芯易留在定模,为保证螺纹型芯留在动模,设置了一个卡环装置。这种模具结构简单,但为保证生产的连续性,需要多个螺纹型芯以便循环使用,以及机外的辅助取芯机构。
绪论
塑料制件主要是靠成型模具获的,而它的质量是靠模具的正确结构和模具成型零件的正确形状、精确尺寸及较低的表面粗糙度来保证的。由于塑件成型工艺的飞速发展,模具的结构也日益趋于多功能化和复杂化,这对模具的设计工作提出了更高的要求。虽然,塑料制件的质量与许多因素有关,但合格的塑料制件首先取决于模具的设计与制造的质量,其次取决于合理的成型工艺。
通过毕业设计应达到的目的和要求,目的:了解聚苯乙烯的物理性能、流动性,成型过程中的物理、化学变化及塑料的组成、分类及性能。了解塑料成型的基本原理和工艺特点,正确分析成型工艺对模具的要求。能掌握各种成型设备对各类模具的要求。掌握各类成型模具的结构特点及设计计算方法。具有初步分析、解决成型现场技术问题的能力,包括具有初步分析成型缺陷产生的原因和提出克服办法的能力。
其基本要求:合理地选择模具结构,正确地确定模具成型零件的尺寸,设计的模具应当制造方便,充分考虑塑件设计特色,尽量减少后加工,设计的模具应当效率高,安全可靠,模具零件应耐磨耐用,模具结构要适应塑料的成型特性。
模具设计水平的高低、加工设备的好坏、制造力量的强弱、模具质量的优劣,直接影响着许多新产品的开发和老产品的更新换代,影响着产品质量和经济效益的提高。美国工业界认为“模具工业是美国工业的基石”, 日本则称“模具是促进社会繁荣富裕的动力”,事实上在仪器仪表、家用电器、交通、通讯和轻工业等各行业的产品零件中,有70%以上是采用模具加工而成的。工业先进的发达国家,其模具工业产值早已超过机床行业的产值。据1991年统计,日本模具工业已实现了高度的专业化,标准化和商品化,在全国一万多家企业中,生产塑料模和生产冲压模的企业各占40%。新近统计的韩国模具工业情况表明,全国模具专业厂中生产塑料模的占43.9%,新加坡全国有460家企业,60%生产塑料模。从以上事实可以看出,由于塑料成型工业的发展,到目前为止,塑料模具已处于同冲压模具并驾齐驱的地位
理想的模具结构能充分发挥成型设备的能力(如合理的型腔数目和自动化水平等),在绝对可靠的条件下使模具本身的工作最大限度地满足塑件的工艺技术要求(如塑件的几何形状、尺寸精度、表面光洁度等)和生产经济要求(成本低、效率高、使用寿命长、节省劳动力等),由于影响因素很多可先从以下几个方面做起:按塑件形状的形状结构合理确定其成型位置,因成型位置在很大程度上影响模具结构的复杂性;根据塑件的形状大小、结构特点、尺寸精度、批量大小以及模具制造的难易、成本高低等确定型腔的数量与排列方式;分型面的位置要有利于模具加工、排气、脱气、脱模、塑件的表面质量及工艺操作等;考虑开模、分型的方法和顺序,拉料杆、推杆等脱模零件的组合方式,合模导向与复位机构的设置以及侧向分型与抽芯机构的选择与设计;如何将模具的各个组成部分通过支撑块、模板、销钉、螺钉等支撑与连接零件,按照使用与设计要求组合成一体,获得模具的总体结构。
结构方案的拟定,是设计者工作的基本环节。它既是设计者的构思过程,也是设计对象的胚胎,设计者应将其结果用简图和文字加以描绘与记录,作为设计的依据与基础。 以上所体现的各个方面,都与模具设计有着非常密切的关系。一副设计合理的模具,就有85﹪成功的希望,其余就得靠设备和模具制造工人的熟练程度来达到, 所以,提高塑料注射模具的设计水平就显得尤为重要。本套模具在设计的中,结合前人的设计经验和这几年模具发展新成果,采用了很多更具合理的模具结构。例如:本套模具在开始模具设计之前,考虑了多种设计方案,衡量了每种方案的优缺点,从中选择一种最具合理方案。本模具采用最新的三板模结构,及模具在开模过程中有二次分型。采用这些新型结构,不仅使模具更具简单化,而且还因为这些零件都一标准化,缩短了加工周期,节约了大量成本。
本模具在设计时遇到的问题及解决的方法。此模具采用的是点浇形式,为了将浇注系统的凝料取出,要增加一个分型面,模具第一次分型仅将主流道凝料取出,待主分型面打开后,塑件和流道凝料就会被一起顶出。为实现顺序脱模采用了主流道型定距拉紧机构。本模具采用的是模外手工脱螺纹的方式,在开模时塑件和螺纹型芯易留在定模,为保证螺纹型芯留在动模,设置了一个卡环装置。这种模具结构简单,但为保证生产的连续性,需要多个螺纹型芯以便循环使用,以及机外的辅助取芯机构。