设计简介
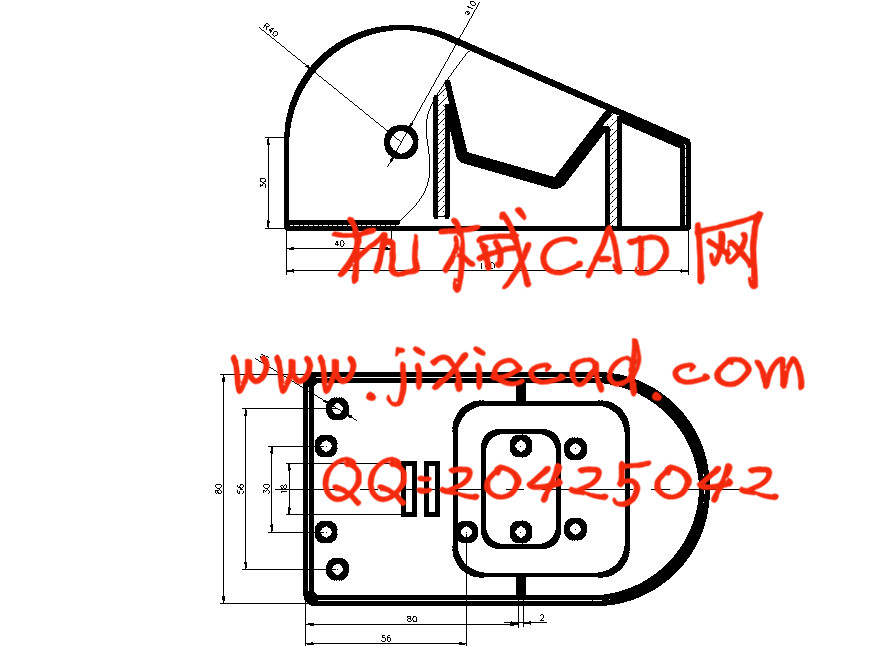
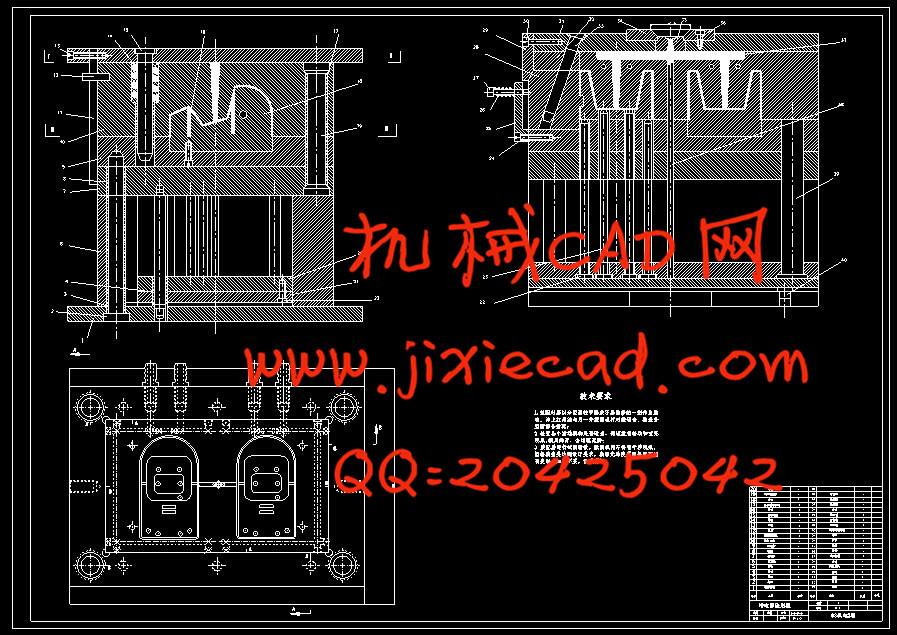
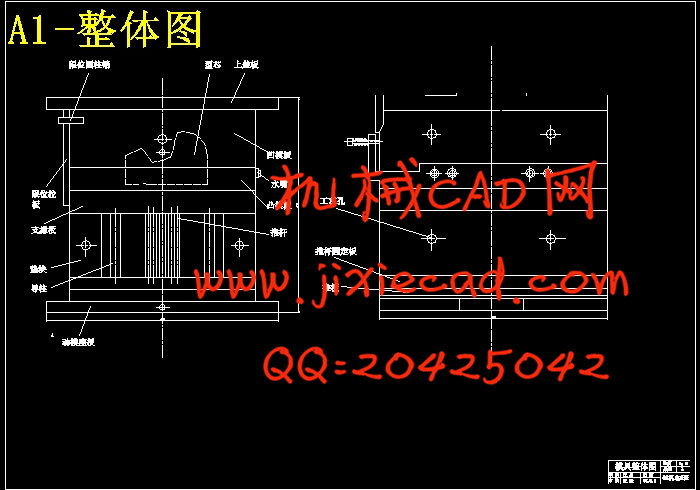
方案一:1模2腔,购塑件平行放置,方向相反以便侧向抽芯。浇口设在零件的上表面,使用定距拉杆加导柱和弹簧,确保第一次分型面在定模座板和中间板之间分开,凝料先被拉断。第二次分型而在动模板和中间板之间分开,以便取出制品。这样分型有利于模具加工、注射、排气、脱模,同时使得操作简单方便。
方案二:1模2腔,两塑件平行放置,方向相反以便侧向抽芯。浇口设在零件的下表面,浇口道从推杆旁边进去,即做成潜伏浇口。但由于制品较高,流道太长,容易有浇注不足的现象发生。使用定距拉板分型自动脱落凝料和制品。但制品是壳体,下表面有台阶,而且多加两块推板使得本来就很长的流道加长,浇注不足的可能性就更大。
方案三:1模2腔,两塑件平行放置,方向相反以便侧向抽芯。仪用热流道,可以消除废料的产生,但流道过长加热较复杂,而且ABS塑料流动性较好易产生涎流现象,改用PP等其它符合热流道的塑料,不仅塑性能不能满足制件功能要求,而且增加生产成本。
结合塑件注射可行性和经济性,对比以上3个方案,本次设计选择方案一。
方案二:1模2腔,两塑件平行放置,方向相反以便侧向抽芯。浇口设在零件的下表面,浇口道从推杆旁边进去,即做成潜伏浇口。但由于制品较高,流道太长,容易有浇注不足的现象发生。使用定距拉板分型自动脱落凝料和制品。但制品是壳体,下表面有台阶,而且多加两块推板使得本来就很长的流道加长,浇注不足的可能性就更大。
方案三:1模2腔,两塑件平行放置,方向相反以便侧向抽芯。仪用热流道,可以消除废料的产生,但流道过长加热较复杂,而且ABS塑料流动性较好易产生涎流现象,改用PP等其它符合热流道的塑料,不仅塑性能不能满足制件功能要求,而且增加生产成本。
结合塑件注射可行性和经济性,对比以上3个方案,本次设计选择方案一。