设计简介
摘 要
塑料模具的发展
我国塑料模工业从起步到现在,历经半个多世纪,有了很大发展,模具水平有了较大提高。在大型模具方面已能生产48英寸大屏幕彩电塑壳注射模具、6.5kg大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表板等塑料模具;精密塑料模具方面,已能生产照相机塑料件模具、多型腔小模数齿轮模具及塑封模具。如天津津荣天和机电有限公司和烟台北极星I.K模具有限公司制造的多腔VCD和DVD齿轮模具,所生产的这类齿轮塑件的尺寸精度、同轴度、跳动等要求都达到了国外同类产品的水平,而且还采用最新的齿轮设计软件,纠正了由于成型收缩造成的齿形误差,达到了标准渐开线齿形要求。还能生产厚度仅为0.08mm的一模两腔的航空杯模具和难度较高的塑料门窗挤出模等等。注塑模型腔制造精度可达0.02~0.05mm,表面粗糙度Ra0.2μm,模具质量、寿命明显提高了,非淬火钢模寿命可达10~30万次,淬火钢模达50~1000万次,交货期较以前缩短,但和国外相比仍有较大差距,具体数据见表一。
成型工艺方面,多材质塑料成型模、高效多色注射模、镶件互换结构和抽芯脱模机构的创新设计方面也取得较大进展。气体辅助注射成型技术的使用更趋成熟,如青岛海信模具有限公司、天津通信广播公司模具厂等厂家成功地在29~34英寸电视机外壳以及一些厚壁零件的模具上运用气辅技术,一些厂家还使用了C-MOLD气辅软件,取得较好的效果。如上海新普雷斯等公司就能为用户提供气辅成型设备及技术。热流道模具开始推广,有的厂采用率达20%以上,一般采用内热式或外热式热流道装置,少数单位采用具有世界先进水平的高难度针阀式热流道装置,少数单位采用具有世界先进水平的高难度针阀式热流道模具。但总体上热流道的采用率达不到10%,与国外的50~80%相比,差距较大。
在制造技术方面,CAD/CAM/CAE技术的应用水平上了一个新台阶,以生产家用电器的企业为代表,陆续引进了相当数量的CAD/CAM系统,如美国EDS的UGⅡ、美国ParametricTechnology公司的Pro/Emgineer、美国CV公司的CADS5、英国Deltacam公司的DOCT5、日本HZS公司的CRADE、以色列公司的Cimatron、美国AC-Tech公司的C-Mold及澳大利亚Moldflow公司的MPA塑模分析软件等等。这些系统和软件的引进,虽花费了大量资金,但在我国模具行业中,实现了CAD/CAM的集成,并能支持CAE技术对成型过程,如充模和冷却等进行计算机模拟,取得了一定的技术经济效益,促进和推动了我国模具CAD/CAM技术的发展。近年来,我国自主开发的塑料模CAD/CAM系统有了很大发展,主要有北航华正软件工程研究所开发的CAXA系统、华中理工大学开发的注塑模HSC5.0系统及CAE软件等,这些软件具有适应国内模具的具体情况、能在微机上应用且价格较低等特点,为进一步普及模具CAD/CAM技术创造了良好条件。
关键词:塑料模具,成型工艺,脱模机构,注射模
Abstract
The development of plastic mould
China's industrial plastic moulds from the start to now, after more than half a century, there has been great development, mold levels have been greatly enhanced. Mould has been at large can produce 48-inch big-screen color TV Molded Case injection mold, 6.5 kg capacity washing machine full of plastic molds, as well as the overall car bumpers and dashboards, and other plastic mould precision plastic molds, the camera is capable of producing plastic mould , multi-cavity mold small modulus gear and molding mold. --Such as Tianjin and Yantai days Electrical Co., Ltd Polaris IK Co. manufactured multi-cavity mold VCD and DVD gear, the gear production of such size precision plastic parts, coaxial, beating requirements have reached a similar foreign the level of product, but also the application of the latest gear design software to correct contraction as a result of the molding profile error to the standard involute requirements. Production can only 0.08 mm thickness of a two-cavity mold and the air Cup difficulty of plastic doors and windows out of high modulus, and so on. Model cavity injection molding manufacturing accuracy of 0.02 to 0.05 mm, surface roughness Ra0.2 μ m, mold quality, and significantly increase life expectancy, non-hardening steel mould life up to 10 ~ 30 million, hardening steel form up to 50 ~ 10 million times, shorten the delivery time than before, but still higher than abroad, and the gap between a specific data table.
Process, the multi-material plastic molding die, efficient multicolor injection mould, inserts exchange structure and core pulling Stripping the innovative design has also made great progress. Gas-assisted injection molding, the use of more mature technologies, such as Qingdao Hisense Co., Ltd., Tianjin factory communications and broadcasting companies, such as mold manufacturers succeeded in 29 ~ 34-inch TV thick-walled shell, as well as some parts on the use of gas-assisted mould technology Some manufacturers also use the C-MOLD gas-assisted software and achieved better results. Prescott, such as Shanghai, such as the new company will provide users with gas-assisted molding equipment and technology. Began promoting hot runner mold, and some plants use rate of more than 20 percent, the general heat-thermal hot runner, or device, a small number of units with the world's advanced level of rigorous hot runner-needle device, a small number of units with World advanced level of rigorous needle-hot runner mould. However, the use of hot runner overall rate of less than 10%, with overseas compared to 50 ~ 80%, the gap larger.
In the manufacturing technology, CAD / CAM / CAE technology on the level of application of a new level to the enterprise for the production of household appliances representatives have introduced a considerable number of CAD / CAM systems, such as the United States EDS UG Ⅱ, the United States ParametricTechnology Pro / Emgineer, the United States CV CADS5 company, the British company DOCT5 Deltacam, HZS's CRADE Japan, the company's Cimatron Israel, the United States AC-C-Tech Mold Company and Australia's MPA Moldflow Mold analysis software, and so on. These systems and the introduction of the software, although a lot of money spent, but in our country die industry, and achieving a CAD / CAM integration, and to support CAE technology to forming processes such as molding and cooling, such as computer simulation, and achieved certain The technical and economic benefits, promote and facilitate China's CAD / CAM technology. In recent years, China's own development of the plastic mould CAD / CAM system has achieved significant development, the main guarantor Software Engineering Institute, is the development of CAXA, Huazhong University of Science HSC5.0 development of the system and injection mold CAE software, and so on, these Die of domestic software with the specific circumstances in the application of computer and lower prices, and other characteristics, in order to further universal CAD / CAM technology has created good conditions.
Key words: plastic mold, molding process, Stripping, Injection Mould
目 录
塑料模具的发展
我国塑料模工业从起步到现在,历经半个多世纪,有了很大发展,模具水平有了较大提高。在大型模具方面已能生产48英寸大屏幕彩电塑壳注射模具、6.5kg大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表板等塑料模具;精密塑料模具方面,已能生产照相机塑料件模具、多型腔小模数齿轮模具及塑封模具。如天津津荣天和机电有限公司和烟台北极星I.K模具有限公司制造的多腔VCD和DVD齿轮模具,所生产的这类齿轮塑件的尺寸精度、同轴度、跳动等要求都达到了国外同类产品的水平,而且还采用最新的齿轮设计软件,纠正了由于成型收缩造成的齿形误差,达到了标准渐开线齿形要求。还能生产厚度仅为0.08mm的一模两腔的航空杯模具和难度较高的塑料门窗挤出模等等。注塑模型腔制造精度可达0.02~0.05mm,表面粗糙度Ra0.2μm,模具质量、寿命明显提高了,非淬火钢模寿命可达10~30万次,淬火钢模达50~1000万次,交货期较以前缩短,但和国外相比仍有较大差距,具体数据见表一。
成型工艺方面,多材质塑料成型模、高效多色注射模、镶件互换结构和抽芯脱模机构的创新设计方面也取得较大进展。气体辅助注射成型技术的使用更趋成熟,如青岛海信模具有限公司、天津通信广播公司模具厂等厂家成功地在29~34英寸电视机外壳以及一些厚壁零件的模具上运用气辅技术,一些厂家还使用了C-MOLD气辅软件,取得较好的效果。如上海新普雷斯等公司就能为用户提供气辅成型设备及技术。热流道模具开始推广,有的厂采用率达20%以上,一般采用内热式或外热式热流道装置,少数单位采用具有世界先进水平的高难度针阀式热流道装置,少数单位采用具有世界先进水平的高难度针阀式热流道模具。但总体上热流道的采用率达不到10%,与国外的50~80%相比,差距较大。
在制造技术方面,CAD/CAM/CAE技术的应用水平上了一个新台阶,以生产家用电器的企业为代表,陆续引进了相当数量的CAD/CAM系统,如美国EDS的UGⅡ、美国ParametricTechnology公司的Pro/Emgineer、美国CV公司的CADS5、英国Deltacam公司的DOCT5、日本HZS公司的CRADE、以色列公司的Cimatron、美国AC-Tech公司的C-Mold及澳大利亚Moldflow公司的MPA塑模分析软件等等。这些系统和软件的引进,虽花费了大量资金,但在我国模具行业中,实现了CAD/CAM的集成,并能支持CAE技术对成型过程,如充模和冷却等进行计算机模拟,取得了一定的技术经济效益,促进和推动了我国模具CAD/CAM技术的发展。近年来,我国自主开发的塑料模CAD/CAM系统有了很大发展,主要有北航华正软件工程研究所开发的CAXA系统、华中理工大学开发的注塑模HSC5.0系统及CAE软件等,这些软件具有适应国内模具的具体情况、能在微机上应用且价格较低等特点,为进一步普及模具CAD/CAM技术创造了良好条件。
关键词:塑料模具,成型工艺,脱模机构,注射模
Abstract
The development of plastic mould
China's industrial plastic moulds from the start to now, after more than half a century, there has been great development, mold levels have been greatly enhanced. Mould has been at large can produce 48-inch big-screen color TV Molded Case injection mold, 6.5 kg capacity washing machine full of plastic molds, as well as the overall car bumpers and dashboards, and other plastic mould precision plastic molds, the camera is capable of producing plastic mould , multi-cavity mold small modulus gear and molding mold. --Such as Tianjin and Yantai days Electrical Co., Ltd Polaris IK Co. manufactured multi-cavity mold VCD and DVD gear, the gear production of such size precision plastic parts, coaxial, beating requirements have reached a similar foreign the level of product, but also the application of the latest gear design software to correct contraction as a result of the molding profile error to the standard involute requirements. Production can only 0.08 mm thickness of a two-cavity mold and the air Cup difficulty of plastic doors and windows out of high modulus, and so on. Model cavity injection molding manufacturing accuracy of 0.02 to 0.05 mm, surface roughness Ra0.2 μ m, mold quality, and significantly increase life expectancy, non-hardening steel mould life up to 10 ~ 30 million, hardening steel form up to 50 ~ 10 million times, shorten the delivery time than before, but still higher than abroad, and the gap between a specific data table.
Process, the multi-material plastic molding die, efficient multicolor injection mould, inserts exchange structure and core pulling Stripping the innovative design has also made great progress. Gas-assisted injection molding, the use of more mature technologies, such as Qingdao Hisense Co., Ltd., Tianjin factory communications and broadcasting companies, such as mold manufacturers succeeded in 29 ~ 34-inch TV thick-walled shell, as well as some parts on the use of gas-assisted mould technology Some manufacturers also use the C-MOLD gas-assisted software and achieved better results. Prescott, such as Shanghai, such as the new company will provide users with gas-assisted molding equipment and technology. Began promoting hot runner mold, and some plants use rate of more than 20 percent, the general heat-thermal hot runner, or device, a small number of units with the world's advanced level of rigorous hot runner-needle device, a small number of units with World advanced level of rigorous needle-hot runner mould. However, the use of hot runner overall rate of less than 10%, with overseas compared to 50 ~ 80%, the gap larger.
In the manufacturing technology, CAD / CAM / CAE technology on the level of application of a new level to the enterprise for the production of household appliances representatives have introduced a considerable number of CAD / CAM systems, such as the United States EDS UG Ⅱ, the United States ParametricTechnology Pro / Emgineer, the United States CV CADS5 company, the British company DOCT5 Deltacam, HZS's CRADE Japan, the company's Cimatron Israel, the United States AC-C-Tech Mold Company and Australia's MPA Moldflow Mold analysis software, and so on. These systems and the introduction of the software, although a lot of money spent, but in our country die industry, and achieving a CAD / CAM integration, and to support CAE technology to forming processes such as molding and cooling, such as computer simulation, and achieved certain The technical and economic benefits, promote and facilitate China's CAD / CAM technology. In recent years, China's own development of the plastic mould CAD / CAM system has achieved significant development, the main guarantor Software Engineering Institute, is the development of CAXA, Huazhong University of Science HSC5.0 development of the system and injection mold CAE software, and so on, these Die of domestic software with the specific circumstances in the application of computer and lower prices, and other characteristics, in order to further universal CAD / CAM technology has created good conditions.
Key words: plastic mold, molding process, Stripping, Injection Mould
目 录
摘 要 Ι
Abstract III
第一章 绪 论 1
1.1选题背景及意义 1
1.2 塑料模具的种类和应用 2
1.2.1 塑料模具的种类 2
1.2.2 塑料模具的应用 3
1.3单分型面注射模介绍 3
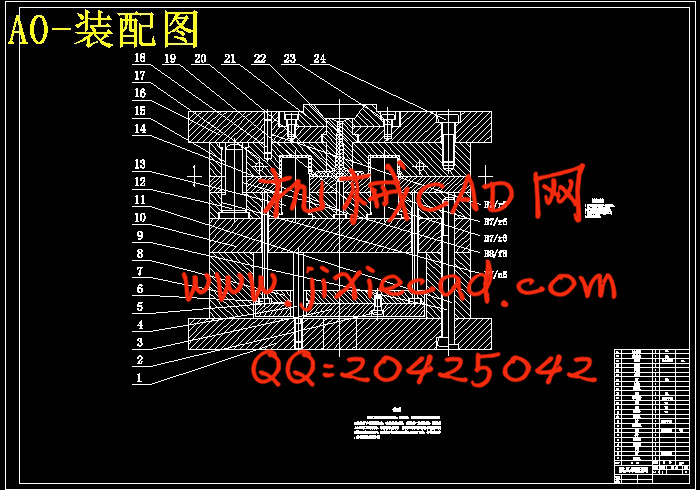
1.3.1单分型面注射模的组成 3
1.3.2单分型面注射模的工作原理 5
1.4 本次设计塑料注射模具的主要工作内容 5
第二章 塑料注射模具的设计步骤和结构组成 6
2.1塑料注射模具的设计步骤及内容 6
2.2 塑料注射模具的结构组成和作用 13
第三章 首饰盒塑料件 14
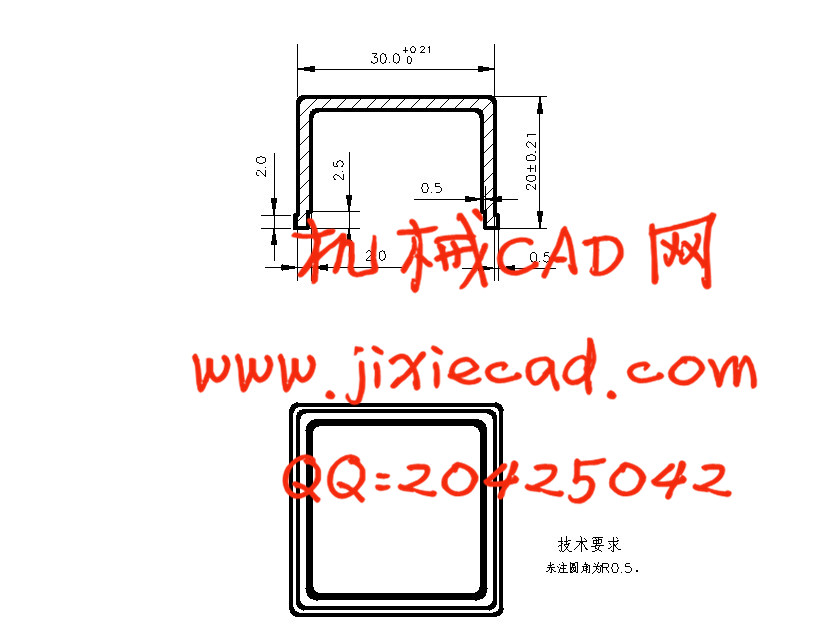
3.1 塑料件的结构和特点 14
3.2 塑料件的材料 14
3.2.1对塑料的认识 14
3.2.2 塑料的成型工艺特点 15
3.2.3 设计塑料材料聚苯乙烯(ABS)的特性 15
3.3 首饰盒塑料件的参数 16
3.3.1 塑件的重量 16
3.3.2 塑件的投影面积 16
第4章 注射机的选用 17
4.1 选用注射机的方法和原则 17
4.2 注射机的选用 17
第5章 塑料注射模具设计 20
5.1 型腔数目和分布 20
5.2 分型面的选择 21
5.3 型芯和型腔 22
5.3.1 型芯和型腔的结构 22
5.3.2 型芯和型腔的尺寸 22
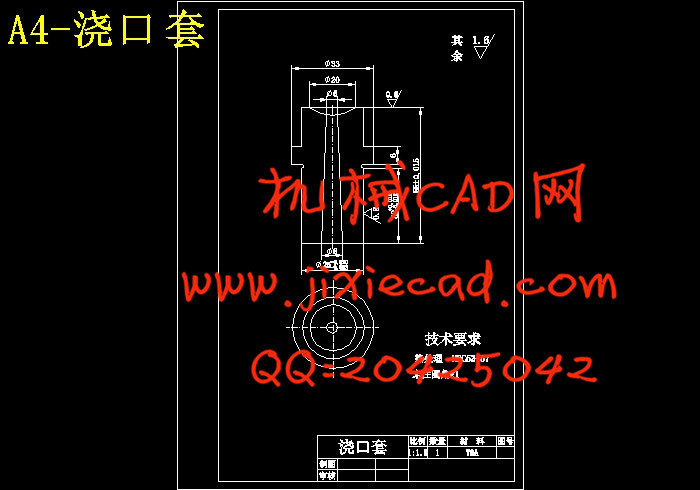
5.4 浇注系统 25
5.4.1 浇注系统的作用 25
5.4.2 浇注系统的组成 25
5.4.3 浇注系统的设计 25
5.5 推出机构 28
5.5.1 推出机构的作用和种类 28
5.5.2 推板推出机构的组成 28
5.5.3 推板推出机构的设计 29
5.6注射模导向机构的设计 31
5.7温度调节系统的设计 32
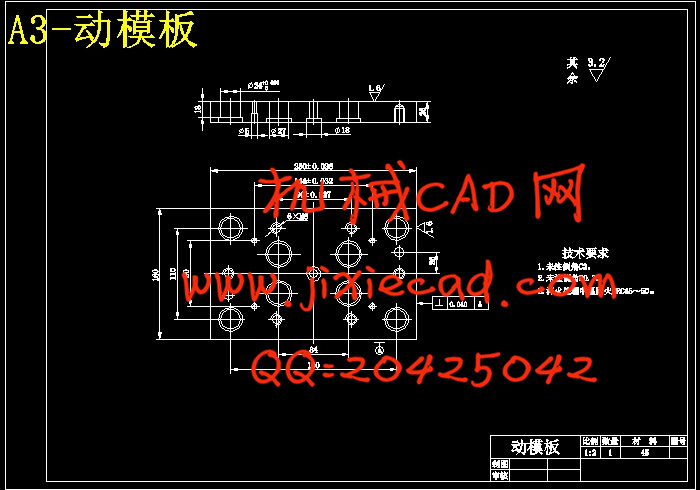
5.8注射模标准模架的设计 33
5.9注射模的设计结果参数 36
5.10模具装配和分解过程 36
5.10.1模具的装配 36
第6章 总结与体会 38
致 谢 40
参考文献 41
Abstract III
第一章 绪 论 1
1.1选题背景及意义 1
1.2 塑料模具的种类和应用 2
1.2.1 塑料模具的种类 2
1.2.2 塑料模具的应用 3
1.3单分型面注射模介绍 3
1.3.1单分型面注射模的组成 3
1.3.2单分型面注射模的工作原理 5
1.4 本次设计塑料注射模具的主要工作内容 5
第二章 塑料注射模具的设计步骤和结构组成 6
2.1塑料注射模具的设计步骤及内容 6
2.2 塑料注射模具的结构组成和作用 13
第三章 首饰盒塑料件 14
3.1 塑料件的结构和特点 14
3.2 塑料件的材料 14
3.2.1对塑料的认识 14
3.2.2 塑料的成型工艺特点 15
3.2.3 设计塑料材料聚苯乙烯(ABS)的特性 15
3.3 首饰盒塑料件的参数 16
3.3.1 塑件的重量 16
3.3.2 塑件的投影面积 16
第4章 注射机的选用 17
4.1 选用注射机的方法和原则 17
4.2 注射机的选用 17
第5章 塑料注射模具设计 20
5.1 型腔数目和分布 20
5.2 分型面的选择 21
5.3 型芯和型腔 22
5.3.1 型芯和型腔的结构 22
5.3.2 型芯和型腔的尺寸 22
5.4 浇注系统 25
5.4.1 浇注系统的作用 25
5.4.2 浇注系统的组成 25
5.4.3 浇注系统的设计 25
5.5 推出机构 28
5.5.1 推出机构的作用和种类 28
5.5.2 推板推出机构的组成 28
5.5.3 推板推出机构的设计 29
5.6注射模导向机构的设计 31
5.7温度调节系统的设计 32
5.8注射模标准模架的设计 33
5.9注射模的设计结果参数 36
5.10模具装配和分解过程 36
5.10.1模具的装配 36
第6章 总结与体会 38
致 谢 40
参考文献 41