设计简介
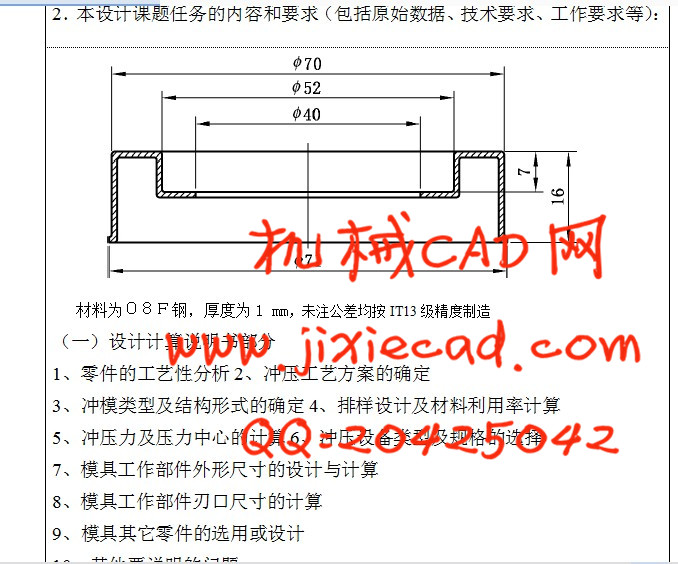
对固定套翻边件进行分析可知,处有内孔直径52翻边成形,翻边前应预冲孔,是圆筒件拉深件直径,经计算可一次拉深成形。工序安排为落料,冲孔,拉深,翻边。
该零件形状简单、对称,是有圆弧组成的。冲裁件内外形所能达到的经济精度为IT11 ~IT14,孔中心与边缘距离尺寸公差为 .将以上精度与零件的精度要求相比较,可认为该零件的精度要求能够在冲裁加工中得到保证,其他尺寸标注、生产批量等情况,也均符合冲裁的要求,故决定采用冲压方式可以得到落料、冲孔、拉深件,然后进行翻边得到制件。
.将以上精度与零件的精度要求相比较,可认为该零件的精度要求能够在冲裁加工中得到保证,其他尺寸标注、生产批量等情况,也均符合冲裁的要求,故决定采用冲压方式可以得到落料、冲孔、拉深件,然后进行翻边得到制件。
该零件形状简单、对称,是有圆弧组成的。冲裁件内外形所能达到的经济精度为IT11 ~IT14,孔中心与边缘距离尺寸公差为